

Chưa có sản phẩm trong giỏ hàng.
Chưa phân loại
[WSMDC35] ĐỘNG CƠ
I.TỔNG QUÁT
1.THÔNG SỐ KỸ THUẬT | [WSMDC35] ĐỘNG CƠ
| Kiểu động cơ | D1105-T-E2-C-1 |
| Loại | Động cơ 4 thì kiểu đứng, làm mát bằng nước |
| Số lượng xi-lanh | 3 |
| Đường kính x chu kỳ | 78 x 78,4 mm |
| Tổng dung tích xi-lanh | 1,123 L |
| Kiểu khoang đốt | Kiểu phun trực tiếp |
| Công suất | 24,5 kW / 3000 vòng/phút 33,3 PS / 3000 vòng/phút |
| Thứ tự nổ | 1-2-3 |
| Chiều quay | Nhìn từ bên trái từ phía bánh trớn |
| Máy bơm phun nhiên liệu | Bơm mini Bosch MD |
| Áp suất phun nhiên liệu | 13,7 MPa (140 kgf/cm2)) |
| Tỷ số nén | 23 |
| Nhiên liệu | Dầu điêzen |
| Nhớt bôi trơn | Động cơ điêzen SAE10W-30 hay 15W-40 (lớp CF) |
| Dung tích chất bôi trơn | 5,1 L |
| Dung tích dung dịch làm mát | 7,1 L |
| Trọng lượng khô | 97 Kg |
| Hệ thống khởi động | Khởi động động cơ bằng bộ khởi động |
| Bộ khởi động | 12 V 1,2 kW |
| Sạc máy phát điện | 12 V 360 W |
2. MÔ MEN XOẮN
Nhiều bu-lông và đai ốc chuyên dụng được sử dụng trong các bộ phận khác nhau của động cơ và momen xoắn siết chặt ảnh hưởng nghiêm trọng đến hoạt động và độ bền của động cơ. Chắc chắn phải sử dụng chìa vặn đai ốc để siết chặt vừa phải các loại bu-lông và đai ốc được trình bày ở bảng bên dưới. Khi các loại bu-lông và đai ốc phức tạp được dùng để giữ chặt một bộ phận đơn lẻ (chẳng hạn như phần đầu xi-lanh), thì trước tiên áp phân nửa momen quay quy định vào để tạm thời giữ chặt rồi sau đó sử dụng các momen quay quy định để siết chặt lại.
| Những vị trí siết chặt | Đường kính vít x răng (mm) | Moomen xoắn siết chặt | |
| N-m | Kgf-m | ||
| ♦ Nắp đầu xi-lanh | M7 × 1,0 | Từ 6,9 đến 8,8 | Từ 0,7 đến 0,9 |
| ♦ Đầu xi-lanh | M10 × 1,25 | Từ 63,7 đến 68,6 | Từ 6,5 đến 7,0 |
| ♦ Hộp bạc đạn chính 1 | M8 × 1,25 | Từ 29,4 đến 34,3 | Từ 3,0 đến 3,5 |
| ♦ Hộp bạc đạn chính 2 | M9 × 1,25 | Từ 49,0 đến 53,9 | Từ 5,0 đến 5,5 |
| ♦ Bánh trớn | M10 × 1,25 | Từ 53,9 đến 58,8 | Từ 5,5 đến 6,0 |
| ♦ Thanh truyền | M8 × 1,0 | Từ 41,2 đến 46,1 | Từ 4,2 đến 4,7 |
| ♦ Giá đỡ cần mổ | M7 × 1,0 | Từ 21,6 đến 26,5 | Từ 2,2 đến 2,7 |
| ♦ Trục bánh răng trung gian | M6 × 1,0 | Từ 9,8 đến 11,3 | Từ 1,00 đến 1,15 |
| ♦ Pu-li truyền động quạt | M14 × 1,5 | Từ 235,4 đến 245,2 | Từ 24,0 đến 25,0 |
| ♦ Hộp bạc đạn | M6 × 1,0 | Từ 9,8 đến 11,3 | Từ 1,00 đến 1,15 |
| Bu-gi xông máy | M8 × 1,0 | Từ 7,8 đến 14,7 | Từ 0,8 đến 1,5 |
| Vòi phun | M20 × 1,5 | Từ 49,0 đến 68,6 | Từ 5,0 đến 7,0 |
| Giá giữ vòi phun | – | Từ 34,3 đến 39,2 | Từ 3,5 đến 4,0 |
| Công tắc áp suất nhớt động cơ | PT1/8 | Từ 14,7 đến 19,6 | Từ 1,5 đến 2,0 |
| Đai ốc ống phun | M12 × 1,5 | Từ 24,5 đến 34,3 | Từ 2,5 đến 3,5 |
| Đai ốc ống chảy tràn | M12 × 1,5 | Từ 19,6 đến 24,5 | Từ 2,0 đến 2,5 |
| Pu-li máy phát điện | – | Từ 58,3 đến 78,9 | Từ 5,95 đến 8,05 |
Tra nhớt động cơ đều lên các bu-lông và đai ốc có dấu + (ren và bề mặt bệ) trước khi lắp
Mômen xoắn xiết chặt của bu-lông tiêu chuẩn, đai ốc và nút không được mô tả ở trên
| Kích thước ốc vít | Mômen xoắn siết chặt | |||
| Thông số kỹ thuật của nhà sản xuất | Phạm vi cho phép | |||
| N-m | Kgf-m | N-m | Kgf-m | |
| M4 T7 | 2,0 | 0,2 | Từ 1,57 đến 2,25 | Từ 0,16 đến 0,23 |
| M5 T7 | 3,4 | 0,35 | Từ 2,85 đến 4,02 | Từ 0,29 đến 0,41 |
| M6 T7 | 11 | 1,1 | Từ 9,81 đến 11,27 | Từ 1,0 đến 1,15 |
| M8 T7 | 25 | 2,6 | Từ 23,54 đến 27,45 | Từ 2,4 đến 2,8 |
| M10 T7 | 52 | 5,3 | Từ 48,1 đến 55,9 | Từ 5,0 đến 5,7 |
| M12 T7 | 84 | 8,6 | Từ 77,5 đến 90,2 | Từ 7,9 đến 9,2 |
| M14 T7 | 137 | 14 | Từ 123,6 đến 147,0 | Từ 12,6 đến 15,0 |
| R1/8 | 11 | 1,1 | Từ 9,81 đến 11,76 | Từ 1,0 đến 1,2 |
| R3/8 | 34 | 3,5 | Từ 29,5 đến 39,2 | Từ 3,0 đến 4,0 |
| R1/2 | 64 | 6,5 | Từ 58,9 đến 68,6 | Từ 6,0 đến 7,0 |
3.CÁC DỤNG CỤ ĐO
 Thiết bị đo sức nén dành cho động cơ điêzen Thiết bị đo sức nén dành cho động cơ điêzenSố bộ phận • 07909-30208 (toàn thiết bị) • Số bộ phận adaptơ A đến F: 07909-30934 • Số bộ phận adaptơ E, F: 07909-31211 • Số bộ phận adaptơ H: 07909-31231 • Số bộ phận adaptơ G: 07909-31251 • Số bộ phận adaptơ I: 07909-31271 • Số bộ phận adaptơ J: 07909-31281 Ứng dụng • Đo áp suất nén (cho bu-gi xông máy) (1) Đồng hồ đo (2) Ống (3) Khớp nối L (4) Adaptơ K (5) Adaptơ L (6) Adaptơ M |
 Thiết bị kiểm tra áp suất dầu dành cho động cơ Thiết bị kiểm tra áp suất dầu dành cho động cơMã số • 07916-32032 Ứng dụng • Đo áp suất của dầu bôi trơn (1) Máy đo (2) Ống nối (3) Đầu nối (4) Đầu chuyển đổi 1 (5) Đầu chuyển đổi 2 (6) Đầu chuyển đổi 3 (7) Đầu chuyển đổi 4 (8) Đầu chuyển đổi 5 |
 Dụng cụ thay thế ống dẫn hướng xupáp Dụng cụ thay thế ống dẫn hướng xupápỨng dụng • Ép và lắp ghép ống dẫn hướng xupáp Nguyên vật liệu • Thép (S43C)
|
 Dụng cụ thay thế ống lót trục khuỷu Dụng cụ thay thế ống lót trục khuỷuỨng dụng • Lắp măng sông trục khuỷu Chất lượng vật liệu • Thép (S43C) [Tháo ra]
[Lắp vào]
|
 Dụng cụ thay bạc lót bánh răng trung gian Dụng cụ thay bạc lót bánh răng trung gianỨng dụng • Tháo và lắp bạc lót bánh răng trung gian Chất lượng vật liệu • Thép (S43C)
|
 Dụng cụ thay bạc lót đầu nhỏ thanh truyền Dụng cụ thay bạc lót đầu nhỏ thanh truyềnỨng dụng • Để tháo và lắp bạc lót đầu nhỏ thanh truyền. Chất lượng vật liệu • Thép (S43C)
|
 Dụng cụ thay thế bạc lót trục khuỷu 1 Dụng cụ thay thế bạc lót trục khuỷu 1Ứng dụng • Thay thế bạc lót trục khuỷu Chất lượng vật liệu • Thép (S43C) [Tháo ra]
[Lắp vào]
|
 Dụng cụ thay thế tấm kim loại trục khuỷu 1 Dụng cụ thay thế tấm kim loại trục khuỷu 1[1] Dùng để tháo Ứng dụng • Tháo bạc lót bánh răng trung gian Chất lượng vật liệu • Thép (S43C)
[2] Dùng để lắp ghép
|
 Dụng cụ thay bạc lót giá giữ bánh răng điều tốc Dụng cụ thay bạc lót giá giữ bánh răng điều tốcỨng dụng • Tháo, lắp bạc lót giá giữ bánh răng điều tốc
Tấm chặn bánh trớn
|
II.CƠ CẤU
1.KHUNG ĐỘNG CƠ
[1.1] NẮP MÁY
 Nắp đậy nấp xi lanh Nắp đậy nấp xi lanhNắp đậy nấp xi-lanh (1) được nâng lên bởi một miếng đệm cao su (2) xấp xỉ 0,5 mm từ đầu xi-lanh nhằm giảm tiếng ồn do đốt từ đầu xi-lanh. (1) Nắp đậy nấp xi-lanh (2) Miếng đệm cao su |
[1.2] THÂN MÁY
 Hộp trục khuỷu Hộp trục khuỷuBạc đạn trục khuỷu có độ cứng mạnh hơn so với hộp trục khuỷu loại ống kết cấu tổng hợp. Một khối không đệm hình trụ rỗng (một thân) được sử dụng cho các xi-lanh. Đây là phần mà pit-tông di chuyển qua lại bên trong khí nén và nhiên liệu đốt cháy để tạo nhiệt năng. |
[1.3] PÍT TÔNG VÀ SÉC MĂNG
 Pit-tông và SÉC MĂNG Pit-tông và SÉC MĂNGBuồng cháy được khoét lõm trên đỉnh piston giúp cho việc hòa trộn nhiên liệu tốt hơn, động cơ dễ khởi động. Hai gân (gờ) đúc trong pit-tông được thiết kế để giảm tiếng ồn bằng cách tối thiểu hóa sự thay đổi đường kính pit-tông do giãn nở vì nhiệt, điều này góp phần làm giảm thiểu mức độ tiếng ồn. Pit-tông được phủ bởi hợp chất molipđen sunfua (MoS2) quanh tấm chắn, tạo ra độ bền cao thường có của pit-tông và xi-lanh để tránh cháy. • Vòng găng đỉnh là một dạng mặt phẳng với bề mặt được xử lý bằng phản ứng thấm nitơ dạng khí (GNR) và có mặt vát (hình cung) với bề mặt trượt rất vừa với thành xi-lanh. • Vòng găng thứ 2 được xẻ bên trong và mặt ngoài được mạ một lớp Crôm cứng. • Vòng găng dầu có bề mặt hẹp (1 mặt vòng găng có mặt tiếp xúc hẹp) và một mặt được xử lý bằng phản ứng thấm nitơ dạng khí (GNR) , cung cấp một bộ điều chỉnh dầu thích hợp dùng các khuôn có thể theo kịp chuyển động dao động. (1) Vòng găng đỉnh (2) Vòng găng thứ 2 (3) Vòng găng gạt dầu (4) Vòng găng phụ (tua bin) (5) Lỗ tâm chốt piston được đặt lệch tâm một khoảng so với đường tâm xi-lanh về giá ngược chiều quay với trục khuỷa để giảm bớt va đập (khi piston chuyển qua điểm chết trên cuối quá trình nén đến quá trình cháy giãn nở) |
2.HỆ THỐNG BÔI TRƠN
[2.1] TỔNG QUAN
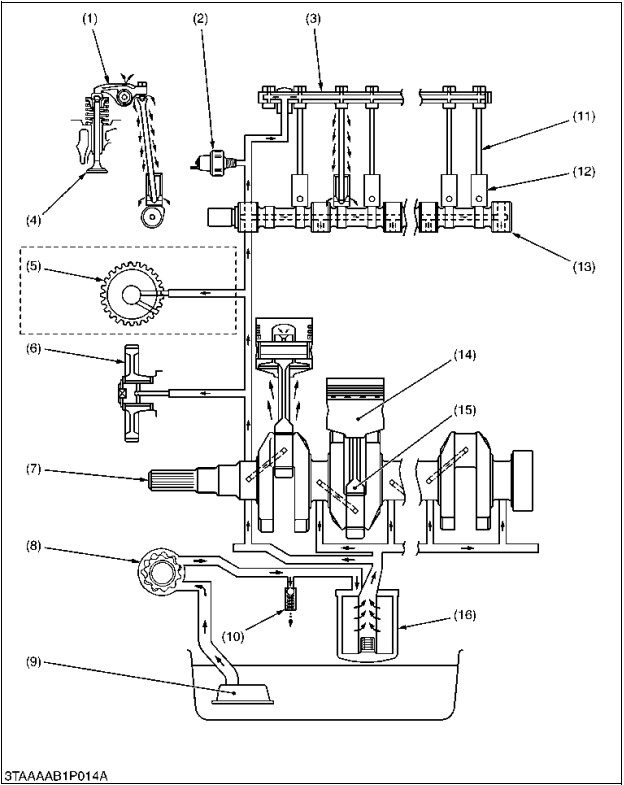 Nhớt động cơ bôi trơn các bộ phận chà vào nhau sau khi vỉ lọc nhớt (9) loại bỏ cặn bẩn có kích thước lớn, bơm nhớt (8) bơm nhớt vào và hộp lọc nhớt (16) loại bỏ các vật lạ. Việc bôi trơn các bộ phận ma sát được thực hiện bằng phương pháp bôi trơn áp suất bằng bơm nhớt (8) và bôi trơn vung té từ nhớt bắn ra qua bộ bôi trơn áp suất. Bôi trơn áp suất được thực hiện cho trục khuỷu (7), thanh truyền (15), trục cam (13), trục cần mổ (3), bánh răng trung gian (6), trục cần bộ điều tốc (5), và turbo v.v…bôi trơn vung té được thực hiện cho pit-tông (14), trục cam nhiên liệu (13), đệm đẩy van (12), và cần đẩy (11) v.v…
Nhớt động cơ bôi trơn các bộ phận chà vào nhau sau khi vỉ lọc nhớt (9) loại bỏ cặn bẩn có kích thước lớn, bơm nhớt (8) bơm nhớt vào và hộp lọc nhớt (16) loại bỏ các vật lạ. Việc bôi trơn các bộ phận ma sát được thực hiện bằng phương pháp bôi trơn áp suất bằng bơm nhớt (8) và bôi trơn vung té từ nhớt bắn ra qua bộ bôi trơn áp suất. Bôi trơn áp suất được thực hiện cho trục khuỷu (7), thanh truyền (15), trục cam (13), trục cần mổ (3), bánh răng trung gian (6), trục cần bộ điều tốc (5), và turbo v.v…bôi trơn vung té được thực hiện cho pit-tông (14), trục cam nhiên liệu (13), đệm đẩy van (12), và cần đẩy (11) v.v…
(1) Cần mổ
(2) Công tắc áp suất nhớt động cơ
(3) Trục cần mổ
(4) Van
(5) Trục cần bộ điều tốc
(6) Bánh răng trung gian
(7) Trục khuỷu
(8) Bơm nhớt
(9) Vỉ lọc nhớt
(10) Van giảm áp
(11) Cần đẩy
(12) Đệm đẩy van
(13) Trục cam
(14) Pit-tông
(15) Thanh truyền
(16) Hộp bộ lọc nhớt động cơ
[2.2] BƠM NHỚT
 Bơm nhớt Bơm nhớtBơm nhớt là loại bơm trocoit vận hành nhờ trục khuỷu. Rô-tơ bên trong (2) có 10 răng, và rô-tơ bên ngoài (1) có 11 răng, chúng khớp êm với nhau. Rô-tơ bên trong (2) được dẫn động bởi trục bơm làm cho rô-tơ bên ngoài (1) quay theo cùng hướng. Ở đây, thể tích phần bị bao quanh bởi răng rô-tơ thay đổi tạo thành hành động bơm. (1) Rô-tơ bên ngoài (2) Rô-tơ bên trong (3) Cửa nạp (4) Cửa ra |
[2.3] VAN ĐIỀU ÁP
 Van giảm áp Van giảm ápBơm nhớt đưa nhớt vào qua lõi lọc (2) của hộp lọc nơi nó được lọc, sau đó cung cấp nhớt đến các bộ phận khác nhau. Trước khi vào hộp lọc nhớt động cơ, van giảm áp (3) được cung cấp để duy trì áp suất nhớt không đổi và đưa lượng nhớt thừa về cácte. Nhớt từ bên ngoài lọc nhớt thấm qua lõi lọc (2) và vào bên trong. Hộp lọc nhớt động cơ được trang bị van một chiều (1) để khi lõi lọc bị bẩn và tắc và khi áp suất nhớt lên đến 98 kPa (1 kgf/cm2) hoặc cao hơn thì có thể chảy mà không đi qua lõi lọc (2). (1) Van một chiều (2) Lõi lọc (3) Van giảm áp (4) Nắp van giảm áp (5) Lò xo van giảm áp |
[2.4] CÔNG TẮC BÁO ÁP SUẤT NHỚT
 Công tắc áp suất nhớt động cơ Công tắc áp suất nhớt động cơKhi áp suất nhớt giảm đến 49 kPa (0,5 kgf/cm2) hoặc thấp hơn do có vấn đề xảy ra trong mạch, công tắc nhớt được kích hoạt tạo ra mạch có điện và bật đèn cảnh báo. (1) Đèn nhớt (2) Bình ắc quy (3) Đường chất bôi trơn (4) Hộp trục khuỷu (5) Đinh tán tiếp xúc (6) Lò xo màng (7) Áp suất nhớt (A) Khi động cơ không chạy (B) Khi động cơ đang chạy |
3.HỆ THỐNG LÀM MÁT
[3.1] TỔNG QUAN
Tổng quan về hệ thống làm mát
Hệ thống làm mát động cơ sử dụng một dạng lưu thông cấp liệu cưỡng bức hoạt động nhờ vào bơm nước (2). Nhiệt độ dung dịch làm nguội sẽ được duy trì ở mức thích hợp nhờ bộ ổn nhiệt (4). Dung dịch làm nguội được hút vào từ đường ống thấp hơn của bộ tản nhiệt (1) nhờ vào bơm nước (2), làm nguội xi-lanh và khoang đốt khi nó chảy qua bao nước trong khối xi-lanh (6) và đầu xi-lanh (5) trước khi chảy trở về bộ tản nhiệt (1). Hơn nữa, một hệ thống rẽ nhánh được sử dụng để làm tăng hiệu suất làm mát. Khi nhiệt độ nước làm mát trong động cơ giảm, bộ ổn nhiệt (4) sẽ được đóng lại và nước làm mát sẽ vào thẳng máy bơm, rồi vòng qua bộ tản nhiệt (1) thông qua ống rẽ để giúp làm tăng nhiệt độ bằng cách lưu chuyển trong động cơ. Khi nhiệt độ dung dịch làm nguội đạt được nhiệt độ lúc mở van (71 °C), thì bộ ổn nhiệt (4) sẽ mở để dẫn nước làm mát chảy qua bộ tản nhiệt (1) để làm mát.
(1) Bộ tản nhiệt
(2) Vào bơm nước
(3) Quạt
(4) Bộ ổn nhiệt
(5) Đầu xi-lanh
(6) Khối xi-lanh

[3.2] BƠM NƯỚC
 Vào bơm nước được truyền động bởi trục khuỷu qua dây curoa quạt. Nước làm mát nước trong bộ tản nhiệt hoặc gần với cửa ra của đầu xi-lanh được hút vào giữa bộ cánh bơm xoay tốc độ cao và được gửi đến từ phần bên ngoài của bộ cánh bơm đến bao nước của khối xi-lanh. Vào bơm nước được truyền động bởi trục khuỷu qua dây curoa quạt. Nước làm mát nước trong bộ tản nhiệt hoặc gần với cửa ra của đầu xi-lanh được hút vào giữa bộ cánh bơm xoay tốc độ cao và được gửi đến từ phần bên ngoài của bộ cánh bơm đến bao nước của khối xi-lanh.(1) Thiết bị bạc đạn (2) Thân máy bơm nước (3) Phớt cơ khí (4) Bộ cánh bơm máy bơm nước |
[3.3] VAN HẰNG NHIỆT
 Bộ ổn nhiệt có vai trò duy trì nước làm mát ở nhiệt độ thích hợp. Bộ ổn nhiệt có vai trò duy trì nước làm mát ở nhiệt độ thích hợp.Bộ ổn nhiệt là loại sáp viên được lắp vào đường dẫn nước làm mát ở cửa ra của đầu xi-lanh. Như trong hình bên trái, theo lý thuyết thì sáp (viên) được gắn vào hộp kim loại (3) thay đổi từ trạng thái rắn sang lỏng khi nhiệt độ tăng. Trong quy trình này, nó bắt đầu giãn nở và lực này được sử dụng để đẩy trục quay (4). Ở đây, khi trục quay (4) được cố định tại chỗ, bộ chứa (van) (2) được hạ xuống. Ngoài ra, có lỗ thoát ở phần trên. Điều này là do sau khi nước làm mát được lấy mẫu, và sau đó được đổ vào lại, bộ ổn nhiệt được đóng nên không khó loại bỏ không khí ở phía động cơ và khó lấy nước làm mát vào. Vì vậy, không khí được loại bỏ thông qua các lỗ thoát giúp việc đổ nước làm mát vào dễ dàng. ⚠️Van nhiệt độ mở ở mức thấp nhất (71 °C). Khi nhiệt độ nước thấp, van (2) được đóng lại và nước làm mát không đi qua bộ tản nhiệt nhưng đi qua ống hồi lưu nước và chảy bên trong bao xi-lanh và bao nước đầu xi-lanh. Lúc này, không khí còn lại trong bao nước bên trong động cơ được xả ra phía bộ tản nhiệt qua lỗ thoát (8) trong bộ tản nhiệt. ⚠️Nhiệt độ mở van là 71 °C hoặc cao hơn. Khi nhiệt độ nước vượt quá nhiệt độ mở van, sáp (6) gắn ở bộ ổn nhiệt đang ở trạng thái rắn sẽ chuyển sang trạng thái lỏng và giãn nở. Trục quay (4) cố định tại chỗ để các viên hạ thấp xuống cho phép van (2) nâng lên khỏi bệ (1) và một phần của nước làm mát chảy từ đầu xi-lanh đến bộ tản nhiệt. (1) Bệ (2) Van (3) Viên (4) Trục quay (5) Cao su tổng hợp (6) Sáp (rắn) (7) Lò xo (8) Lỗ thoát (9) Sáp (lỏng) |
[3.4] BỘ TẢN NHIỆT
 Lõi bộ tản nhiệt được làm từ các ống (2) và cánh (3). Nước làm mát bị ấm lên do động cơ sẽ được làm mát nhờ các cánh tản nhiệt khi không khí lạnh (1) từ quạt khi đi qua các ống bộ tản nhiệt và nhờ việc nhiệt được hạ xuống đến nhiệt độ quy định. Bộ tản nhiệt được sử dụng theo tiêu chuẩn là loại có cánh có khía trọng lượng nhẹ và có hiệu quả làm mát tốt và cho các kiểu khác nhau, ngay cả khi hoạt động trong thời gian dài ở công suất định mức (điều kiện tiêu chuẩn), chọn các bộ ổn nhiệt có khả năng như vậy thì hiện tượng quá nhiệt sẽ không xảy ra. Lõi bộ tản nhiệt được làm từ các ống (2) và cánh (3). Nước làm mát bị ấm lên do động cơ sẽ được làm mát nhờ các cánh tản nhiệt khi không khí lạnh (1) từ quạt khi đi qua các ống bộ tản nhiệt và nhờ việc nhiệt được hạ xuống đến nhiệt độ quy định. Bộ tản nhiệt được sử dụng theo tiêu chuẩn là loại có cánh có khía trọng lượng nhẹ và có hiệu quả làm mát tốt và cho các kiểu khác nhau, ngay cả khi hoạt động trong thời gian dài ở công suất định mức (điều kiện tiêu chuẩn), chọn các bộ ổn nhiệt có khả năng như vậy thì hiện tượng quá nhiệt sẽ không xảy ra.(1) Khí lạnh (2) Ống (3) Cánh |
[3.5] NẮP BỘ TẢN NHIỆT
 Mũ bộ tản nhiệt được cung cấp với van áp suất (1), van chân không (2) và áp suất bên trong bộ tản nhiệt được duy trì trong phạm vi mở của các van này. Khi nhiệt độ của nước làm mát bên trong bộ tản nhiệt tăng lên, nước làm mát giãn nở. Hơn nữa, khi áp suất mở van bị vượt quá do hơi nước, van áp suất (1) nhả khí (hơi nước) bên trong như thể hiện trong hình (A) và điều chỉnh áp suất để nó không cao hơn áp suất mở van (khoảng 88 kPa) để bảo vệ bộ tản nhiệt. Khi nhiệt độ của nước làm mát giảm, nước làm mát co lại và tạo ra áp suất âm. Ở đây, nếu đạt đến áp suất thấp hơn so với áp suất mở van (4,9kPa) van chân không (2), không khí bên ngoài (hoặc nước làm mát từ bình dự trữ) được hút vào trong và áp suất trong bộ tản nhiệt trở về gần với áp suất khí quyển giúp ngăn chặn biến dạng bộ tản nhiệt. Mũ bộ tản nhiệt được cung cấp với van áp suất (1), van chân không (2) và áp suất bên trong bộ tản nhiệt được duy trì trong phạm vi mở của các van này. Khi nhiệt độ của nước làm mát bên trong bộ tản nhiệt tăng lên, nước làm mát giãn nở. Hơn nữa, khi áp suất mở van bị vượt quá do hơi nước, van áp suất (1) nhả khí (hơi nước) bên trong như thể hiện trong hình (A) và điều chỉnh áp suất để nó không cao hơn áp suất mở van (khoảng 88 kPa) để bảo vệ bộ tản nhiệt. Khi nhiệt độ của nước làm mát giảm, nước làm mát co lại và tạo ra áp suất âm. Ở đây, nếu đạt đến áp suất thấp hơn so với áp suất mở van (4,9kPa) van chân không (2), không khí bên ngoài (hoặc nước làm mát từ bình dự trữ) được hút vào trong và áp suất trong bộ tản nhiệt trở về gần với áp suất khí quyển giúp ngăn chặn biến dạng bộ tản nhiệt.(1) Van áp suất (2) Van chân không (A) Khi áp suất bên trong cao (B) Khi áp suất bên trong thấp |
4. HỆ THỐNG NHIÊN LIỆU
[4.1] TỔNG QUÁT
Tổng quan về Hệ thống nhiên liệu
Bơm cung cấp nhiên liệu (7) hút nhiên liệu từ bồn chứa nhiên liệu (1) qua bình tách nước (5) và hộp lọc dầu (6) để đưa nhiên liệu đến bơm cao áp (4). Sau đó bơm cao áp (4). ép nhiên liệu lên vòi phun nhiên liệu (3) phù hợp với thời lượng phun nhiên liệu của mỗi xi-lanh trong động cơ, và phun nhiên liệu vào buồng.
(1) Bình chứa nhiên liệu
(2) Ống hồi nhiên liệu
(3) Vòi phun nhiên liệu
(4) Bơm cao áp
(5) Bình tách nước (cặn)
(6) Lọc nhiên liệu
(7) Bơm cung cấp nhiên liệu

[4.2] BƠM CAO ÁP
 Bơm mini Bosch MD có trọng lượng nhỏ và nhẹ nhưng có hiệu suất bơm cao được dùng làm bơm cao áp. Như thể hiện trong hình, cấu trúc bao gồm một pít-tông trụ, đệm đẩy van, giá đỡ điều khiển, van phân phối v.v…
Bơm mini Bosch MD có trọng lượng nhỏ và nhẹ nhưng có hiệu suất bơm cao được dùng làm bơm cao áp. Như thể hiện trong hình, cấu trúc bao gồm một pít-tông trụ, đệm đẩy van, giá đỡ điều khiển, van phân phối v.v…
Van điều tiết được lắp ở giá giữ van phân phối cung cấp một lượng nhiên liệu ổn định từ khi bắt đầu cho đến vòng quay lớn nhất mà không có hiện tượng phun bất thường, tạo bọt hoặc phun phụ nào. Lưu ý, thời gian phun nhiên liệu được điều chỉnh thông qua việc thay đổi độ dày của đệm điều chỉnh lắp ở giữa mép bích bơm mồi và bề mặt lắp bơm hộp trục khuỷu.
(1) Giá đỡ điều khiển
(2) Trục lăn đệm đẩy van
(3) Van điều tiết
(4) Giá giữ van phân phối
(5) Van phân phối
(6) Xi-lanh
(7) Pit-tông trụ
[4.2.1] LÕI BƠM
 Bề mặt trượt của lõi bơm (1) (đối tiếp của pít-tông trụ và xi-lanh) có độ chính xác rất cao cho phép tạo ra áp suất phun cao ngay cả ở tốc độ động cơ thấp. Hơn nữa, bề mặt truyền động (7) của pít-tông trụ (3) lắp khớp với măng sông điều khiển nên măng sông điều khiển chuyển đổi chuyển động tuyến tính của giá đỡ điều khiển theo chuyển động quay, kết quả là pít-tông trụ (3) quay làm tăng hoặc giảm lượng nhiên liệu được phun. Bề mặt trượt của lõi bơm (1) (đối tiếp của pít-tông trụ và xi-lanh) có độ chính xác rất cao cho phép tạo ra áp suất phun cao ngay cả ở tốc độ động cơ thấp. Hơn nữa, bề mặt truyền động (7) của pít-tông trụ (3) lắp khớp với măng sông điều khiển nên măng sông điều khiển chuyển đổi chuyển động tuyến tính của giá đỡ điều khiển theo chuyển động quay, kết quả là pít-tông trụ (3) quay làm tăng hoặc giảm lượng nhiên liệu được phun.(1) Lõi bơm (2) Xi-lanh (3) Pit-tông trụ (4) Hộp tiếp liệu (5) Khe (6) Rãnh điều khiển (7) Bề mặt truyền động |
[4.2.2] VAN PHÂN PHỐI
 1. Ngăn ngừa chảy trở lại 1. Ngăn ngừa chảy trở lạiKhi khoang phân phối và vòi bơm của bơm mở liên tục, có độ trễ thời gian từ lúc bắt đầu phân phối áp suất của lõi bơm cho đến khi bắt đầu bơm từ vòi phun và cũng có độ trễ cắt nhiên liệu khi dừng lại. Do đó, cùng với việc hoàn thành phân phối áp suất nhiên liệu, van phân phối (1) được đẩy xuống bởi lò xo van phân phối và thông qua tiếp xúc của pit-tông trên bệ van (2) khoảng cách giữa van phân phối và ống cao áp được đóng lại không cho nhiên liệu chảy ngược lại. 2. Nhả áp suất (chống giọt ngược lại) Hơn nữa, nó được hạ tới “A” cho đến khi bề mặt bệ van tiếp xúc với bệ van phân phối (2) nhưng nhiên liệu ở đây được chảy ra từ bên trong ống cao áp đến khoang phân phối nên áp suất bên trong ống được giảm, giúp cải thiện việc cắt bơm của vòi phun và ngăn không cho nhiên liệu bị rớt ngược lại. (1) Van phân phối (2) Bệ van phân phối (3) Bề mặt bệ (4) Pit-tông trụ giảm áp |
[4.2.3] VAN ĐIỀU TIẾT
 1. Bắt đầu phân phối áp suất 1. Bắt đầu phân phối áp suấtKhi pít-tông trụ đi lên và bề mặt đầu cắm vào lỗ tiếp liệu (bắt đầu phun tĩnh), khoang nhiên liệu và khoang phân phối bị chặn lại và áp suất nhiên liệu tăng khi pit-tông trụ đi lên. Hơn nữa, van phân phối được đẩy lên do áp suất này và việc phân phối áp suất của nhiên liệu vào vòi phun sẽ bắt đầu. 2. Hút nhiên liệu Nhiên liệu được đưa đến bơm cấp liệu và đổ vào khoang nhiên liệu xung quanh khối pit-tông trụ. Khi pít-tông trụ ở vị trí thấp hơn, nhiên liệu trong khoang nhiên liệu đi qua lỗ cấp liệu, được hút vào khoang phân phối và đổ vào khoang phân phối. |
[4.2.4] ĐIỀU CHỈNH BƠM NHIÊN LIỆU
 1. Không phân phối nhiên liệu 1. Không phân phối nhiên liệuKhi giá đỡ điều khiển (3) dừng ở vị trí dừng động cơ, rãnh theo hướng dọc của bề mặt bên phía pit-tông trụ khớp với lỗ cấp liệu (5). Hơn nữa, khoang phân phối (4) tiếp xúc với lỗ cấp liệu (5) trong suốt thời gian pít-tông trụ (2) chuyển động. Áp suất trong khoang phân phối (4) không tăng và nhiên liệu không được đưa vào vòi phun. 2. Phân phối nhiên liệu Pít-tông trụ (2) được xoay bởi giá đỡ điều khiển (3). Khi pít-tông trụ (2) được đẩy lên, lỗ cấp liệu (5) được đóng lại. Áp suất trong khoang phân phối (4) tăng lên và nhiên liệu được đưa đến vòi phun cho đến khi rãnh điều khiển (6) chạm vào lỗ cấp liệu (5). Nói cách khác, sự chuyển động của các giá đỡ điều khiển (3) làm thay đổi vòng quay của pít-tông trụ (2) và khoảng cách “A” nơi lỗ cấp liệu (5) bị chặn bởi pít-tông trụ (2) sẽ làm tăng mức phun. (1) Khe (2) Pit-tông trụ (3) Giá đỡ điều khiển (4) Khoang phân phối (5) Lỗ cấp liệu (6) Rãnh điều khiển |
[4.3] VÒI PHUN NHIÊN LIỆU
 Vòi phun là loại vòi mini Bosch có hai khe với vệt cắt dẹt và kích cỡ nhỏ. Độ bền và độ tin cậy của vòi phun được cải thiện nhờ việc sử dụng phớt cách nhiệt (9). Nhiên liệu có áp suất bởi vòi phun làm đẩy van kim (8) và được phun khi đạt đến áp suất mở van (13,7 đến 14,7 MPa). Nhiên liệu đã lưu thông giữa van kim (8) và thân vòi phun (7) đi qua ống tràn và trở về bình. Vòi phun là loại vòi mini Bosch có hai khe với vệt cắt dẹt và kích cỡ nhỏ. Độ bền và độ tin cậy của vòi phun được cải thiện nhờ việc sử dụng phớt cách nhiệt (9). Nhiên liệu có áp suất bởi vòi phun làm đẩy van kim (8) và được phun khi đạt đến áp suất mở van (13,7 đến 14,7 MPa). Nhiên liệu đã lưu thông giữa van kim (8) và thân vòi phun (7) đi qua ống tràn và trở về bình.(1) Bộ lọc thanh (2) Thân giá giữ vòi phun (3) Miếng kim loại chỉnh bệ (4) Lò xo vòi phun (5) Cần đẩy (6) Đai ốc giữ (7) Thân vòi phun (8) Van kim (9) Phớt cách nhiệt (10) Đệm |
[4.4] BỘ LỌC NHIÊN LIỆU
 Bộ lọc nhiên liệu được trang bị giữa bình nhiên liệu và bơm cao áp nhiên liệu, loại bỏ các hạt nhỏ khỏi nhiên liệu chảy từ bình nhiên liệu, bảo vệ máy bơm phun và vòi phun khỏi bị các vật lạ xâm nhập. Bộ lọc nhiên liệu được trang bị giữa bình nhiên liệu và bơm cao áp nhiên liệu, loại bỏ các hạt nhỏ khỏi nhiên liệu chảy từ bình nhiên liệu, bảo vệ máy bơm phun và vòi phun khỏi bị các vật lạ xâm nhập.(1) Thân khóa (2) Lõi lọc (3) Cốc lọc (4) Vòng giữ (5) Khóa nhiên liệu (A) Cửa nạp nhiên liệu (B) Cửa ra nhiên liệu |
[4.5] BỘ ĐIỀU TỐC
 Bộ điều tốc sử dụng cân bằng giữa lực ly tâm (lực bộ điều tốc) của quả văng (8) tạo ra bởi vòng quay của trục cần bộ điều tốc (9) và lực căng của lò xo bộ điều tốc (3). Khi trục cần bộ điều tốc (9) quay, quả văng (8) sẽ giãn ra ngoài do lực ly tâm và đây là lực làm di chuyển đĩa di động bộ điều tốc (4) theo hướng trái. Lò xo bộ điều tốc (3) cung cấp lực tác động theo hướng ngược lại, do đó cần điều tốc quay cho đến khi lực căng lò xo làm cân bằng lực ly tâm. Chốt đỡ điều khiển của bơm cao áp được kết nối với đầu của cần điều tốc (6) và lượng nhiên liệu bơm vào sẽ thay đổi dựa trên mức chuyển động của cần điều tốc (6). Nói cách khác, độ căng của lò xo bộ điều tốc (3) di chuyển để tăng lượng nhiên liệu bơm vào để tăng tốc độ động cơ trong khi mặt khác, lực ly tâm của quả văng (8) làm giảm tốc độ động cơ nên sẽ di chuyển theo hướng làm giảm lượng phun nhiên liệu. Kết quả là, tốc độ động cơ được ổn định khi hai lực này cân bằng. Hơn nữa, việc thay đổi lực căng của lò xo này cho phép chạy động cơ ở tốc độ bất kỳ. Bộ điều tốc sử dụng cân bằng giữa lực ly tâm (lực bộ điều tốc) của quả văng (8) tạo ra bởi vòng quay của trục cần bộ điều tốc (9) và lực căng của lò xo bộ điều tốc (3). Khi trục cần bộ điều tốc (9) quay, quả văng (8) sẽ giãn ra ngoài do lực ly tâm và đây là lực làm di chuyển đĩa di động bộ điều tốc (4) theo hướng trái. Lò xo bộ điều tốc (3) cung cấp lực tác động theo hướng ngược lại, do đó cần điều tốc quay cho đến khi lực căng lò xo làm cân bằng lực ly tâm. Chốt đỡ điều khiển của bơm cao áp được kết nối với đầu của cần điều tốc (6) và lượng nhiên liệu bơm vào sẽ thay đổi dựa trên mức chuyển động của cần điều tốc (6). Nói cách khác, độ căng của lò xo bộ điều tốc (3) di chuyển để tăng lượng nhiên liệu bơm vào để tăng tốc độ động cơ trong khi mặt khác, lực ly tâm của quả văng (8) làm giảm tốc độ động cơ nên sẽ di chuyển theo hướng làm giảm lượng phun nhiên liệu. Kết quả là, tốc độ động cơ được ổn định khi hai lực này cân bằng. Hơn nữa, việc thay đổi lực căng của lò xo này cho phép chạy động cơ ở tốc độ bất kỳ.(1) Pit-tông trụ (2) Cần điều khiển tốc độ (3) Lò xo bộ điều tốc (4) Đĩa di động bộ điều tốc (5) Giá đỡ điều khiển (6) Cần điều tốc (7) Điểm tựa (8) Quả văng (9) Trục cần bộ điều tốc (10) Tăng nhiên liệu (11) Giảm nhiên liệu |
 ⚠️Khi bắt đầu ⚠️Khi bắt đầuNhiên liệu được sử dụng nhiều hơn khi bắt đầu chạy so với khi đang chạy. Do lực ly tâm không tác động lên quả văng (7), giá đỡ điều khiển được chuyển đến vị trí bên ngoài mức thải ra của công suất hạn chế thông qua cần điều tốc 1 (4) thông qua lực căng của lò xo khởi động (1), làm tăng lượng nhiên liệu thải ra khi bắt đầu khởi động. ⚠️Ở tốc độ cầm chừng Trong khi động cơ đang chạy, khi cần điều chỉnh tốc độ (11) được đặt sang vị trí chạy cầm chừng, lò xo bộ điều tốc chỉ gây tác động nhẹ. Hơn nữa, lực ly tâm của quả văng (7) làm cho giá điều khiển di chuyển sang phải và lò xo giới hạn cầm chừng (12) co ngắn thông qua đĩa di động bộ điều tốc (10) và cần điều tốc 1 (4). Kết quả là giá điều khiển được chuyển đến vị trí mà lực ly tâm của quả văng, lò xo bộ điều tốc, lò xo khởi động (1), và lực căng của lò xo giới hạn cầm chừng (12) được cân bằng cho phép chạy không tải ổn định. ⚠️Tốc độ vừa đến tốc độ cao Ở vị trí mà tốc độ động cơ tăng cao hơn tốc độ chạy cầm chừng, tốc độ động cơ được đặt ở mức lực căng lò xo của lò xo bộ điều tốc được kéo bởi cần điều chỉnh tốc độ (11) và lực ly tâm của quả văng cân bằng. Khi cần điều chỉnh tốc độ (11) ở vị trí tốc độ trung bình và có tải tác động, tốc độ động cơ được cân bằng ở vị trí khi độ căng kết hợp của lò xo bộ điều tốc và lò xo khởi động (1) về phía bên trái cân bằng với lực ly tâm của quả văng (7) muốn di chuyển cần điều tốc 1 (4), và 2 (5) sang bên phải. Khi tải tăng lên, tốc độ động cơ giảm làm giảm lực ly tâm của quả văng (7). Lúc này, cần điều tốc được chuyển sang trái do lực căng của lò xo làm tăng lượng phun nhiên liệu và sẽ trở lại tốc độ động cơ cơ cơ bản. Mặt khác, khi tải giảm, tốc độ tăng dẫn đến giảm lượng nhiên liệu bơm và do đó duy trì được tốc độ không đổi. (1) Lò xo khởi động (2) Lò xo bộ điều tốc 1 (3) Lò xo bộ điều tốc 2 (4) Cần điều tốc 1 (5) Cần điều tốc 2 (6) Trục cần điều tốc (7) Quả văng (8) Lò xo mô-men xoắn (9) Trục bộ điều tốc (10) Đĩa di động bộ điều tốc (11) Cần điều chỉnh tốc độ̣ (12) Lò xo giới hạn cầm chừng (13) Bu-lông điều chỉnh giới hạn nhiên liệu (14) Chốt đỡ điều khiển |
5.HỆ THỐNG TRAO ĐỔI KHÍ
[5.1] TUA BIN TĂNG ÁP
 Tua bin tăng áp Tua bin tăng áp(1) Đai ốc chặn (2) Bạc đạn dọc trục (3) Vòng chặn (4) Vòng chữ O (5) Măng sông đẩy (6) Vòng găng pit-tông (7) Bánh quay tua bin (8) Vỏ bọc tua bin (9) Bộ phận truyền động tấm chắn chất thải (10) Guồng nén (11) Vòng găng pit-tông (12) Tấm hắt dầu (13) Vòng bi (bạc đạn) (14) Vòng chặn Thân tua bin tăng áp Tua bin tăng áp bao gồm: vỏ bọc tua bin (8), bánh tua bin (7), vỏ bọc máy nén, bánh của máy nén (10), và thân ổ trục, v.v… TuTua bin tăng áp được nâng lên đến chỗ đường ống thoát khí, và khí thải sẽ nhanh chóng được thổi ngược hướng bánh tua bin (7) khi nó vào trong vỏ bọc tua bin (8) để làm xoay bánh tua bin (7). Khi bánh tua bin (7) quay thì đồng thời bánh của máy nén (10) được lắp đặt trên cùng một trục với bánh xe tua bin cũng sẽ quay để đẩy và cung cấp không khí đến buồng đốt. Khi bánh tua bin (7) và bánh máy nén (10) quay đến khoảng tối đa là 200000 lần trên cùng một trục thì chúng sẽ được một bạc đạn dạng nổi hỗ trợ, và một bạc đạn dọc trục (2) sẽ được chuẩn bị để chịu trọng tải trục. Dầu bôi trơn dùng cho bạc đạn có tác dụng làm trệch đi từ lối dẫn dầu đến thân ổ trục, rồi sau đó dầu bôi trơn sẽ chảy về khay đựng dầu. Bộ điều chỉnh tăng áp Tua bin tăng áp được trang bị một hệ thống thải có thể điều chỉnh tăng áp ở những vòng quay cao. Để tua bin tăng áp có hiệu quả ở vận tốc trung bình và thấp, hệ thống được thiết kế để tăng mômen quay ở vận tốc trung bình thấp bằng cách vận hành tại những vòng quay cao nhằm tăng áp và cung cấp một khối lượng lớn không khí vào khoang đốt. Tuy nhiên, nếu tốc độ vòng quay động cơ vẫn tăng trong tình trạng này, độ bền của động cơ và tua bin có thể bị ảnh hưởng do tăng áp quá mức. Khi tăng áp đạt đến áp suất ổn định, hệ thống điều khiển ngắt sẽ được kích hoạt nhờ tạo ra tua bin tăng áp nhánh của khí thải. |
III.BẢO DƯỠNG
1.KHẮC PHỤC
| Triệu chứng | Nguyên nhân có thể | Giải pháp |
| Động cơ không khởi động | Thân động cơ | |
| Khoảng hở van bị lỗi (áp suất nén thấp) | Điều chỉnh khoảng hở van | |
| Thay đệm đầu | ||
| Rò rỉ không khí bên ngoài (áp suất nén không đủ) | Siết chặt đầu bu-lông, giá giữ vòi phun và bu-gi xông máy | |
| Rò rỉ không khí bên trong (áp suất nén không đủ) | Thay bạc pit-tông | |
| Cân van bị hỏng (áp suất nén thấp) | Kiểm tra bánh răng điều phối | |
| Bệ van kém (áp suất nén không đủ) | Thay thế lò xo van và/hoặc mài bệ van | |
| Trục khuỷu, trục cam, pit-tông, và/hoặc bạc đạn bị kẹt | Sửa chữa hoặc thay thế | |
| Tăng dung tích khoang đốt (áp suất nén không đủ) | Sửa khoảng thụt vào của van | |
| Hệ thống nhiên liệu | ||
| Không có nhiên liệu | Nạp nhiên liệu | |
| Sử dụng nhiên liệu độ nhớt cao | Thay thế bằng nhiên liệu được chỉ định | |
| Sử dụng nhiên liệu có chỉ số xetan thấp | Thay thế bằng nhiên liệu được chỉ định | |
| Nước bị lẫn trong nhiên liệu | Thay thế bằng nhiên liệu được chỉ định | |
| Xăng bị lẫn trong nhiên liệu | Thay thế bằng nhiên liệu được chỉ định | |
| Bộ lọc nhiên liệu bị tắc | Thay thế lõi bộ lọc nhiên liệu | |
| Nhiên liệu bị rò rỉ từ đai ốc ống cao áp | Siết chặt đai ốc | |
| Ống nhiên liệu bị tắc | Làm sạch và sửa chữa | |
| Vòi phun bị hỏng | Sửa chữa hoặc thay thế | |
| Bơm bộ lọc nhiên liệu bị lỗi | Thay thế | |
| Thời điểm phun nhiên liệu bị sai | Điều chỉnh | |
| Bơm cao áp bị hỏng | Thay thế | |
| Hệ thống điện | ||
| Công suất bình ắc quy thấp | Thay bình ắc quy có công suất chỉ định | |
| Bình ắc quy bị xả quá mức | Sạc hoặc thay | |
| Bộ khởi động bị lỗi | Sửa chữa hoặc thay thế | |
| Dây điện bị lỗi hoặc bị hỏng | Kiểm tra và sửa chữa | |
| Công tắc bộ khởi động bị hỏng | Sửa chữa hoặc thay thế | |
| Cầu chì bị nổ | hay thế sau khi đã xử lý trục trặc | |
| Sô-lê-nô-ít dừng động cơ bị hỏng hoặc bị lỗi | Kiểm tra và sửa chữa hoặc thay thế | |
| Triệu chứng | Nguyên nhân có thể | Giải pháp |
| Động cơ không dừng lại | Hệ thống nhiên liệu | |
| Giá điều khiển và cần điều tốc bị ngắt kết nối | Sửa chữa | |
| Giá điều khiển của bơm cao áp bị cố định | Thay bơm cao áp | |
| Hệ thống điện | ||
| Dây điện bị lỗi hoặc bị hỏng | Kiểm tra và sửa chữa | |
| Sô-lê-nô-ít dừng động cơ bị hỏng | Thay thế | |
| Tốc độ động cơ không đều | Hệ thống nạp/xả | |
| Bộ lọc không khí bị bít kín | Làm vệ sinh hoặc thay thế lõi bộ lọc không khí | |
| Hệ thống nhiên liệu | ||
| Bộ lọc nhiên liệu bị tắc | Thay lõi lọc | |
| Nhiên liệu bị rò rỉ từ đai ốc ống cao áp | Siết chặt đai ốc | |
| Vòi phun bị hỏng | Sửa chữa hoặc thay thế | |
| Ống hồi nhiên liệu bị tắc nghẽn | Sửa chữa hoặc làm vệ sinh phần uốn cong | |
| Lò xo bộ điều tốc 1, 2, lò xo khởi động hoặc lò xo giới hạn cầm chừng bị hỏng | Thay thế (các) lò xo | |
| Quả văng bộ điều tốc bị hỏng | Sửa chữa | |
| Bơm cao áp bị hỏng | Thay thế | |
| Khí thải màu trắng hoặc màu xanh | Thân động cơ | |
| Bạc pit-tông, pit-tông và/hoặc xi-lanh bị mòn | Thay thế (các) bạc pit-tông và/hoặc pit-tông và xi-lanh mài | |
| Tăng dung tích khoang đốt (áp suất nén không đủ) | Sửa khoảng thụt vào của van | |
| Hệ thống bôi trơn | ||
| Quá nhiều nhớt | Điều chỉnh theo mức chỉ định | |
| Hệ thống nhiên liệu | ||
| Thời điểm phun nhiên liệu bị sai | Điều chỉnh | |
| Hệ thống nạp/xả | ||
| Nhớt bị rò rỉ vào tuabin hoặc bên máy nén | Làm sạch bánh máy nén tuabin | |
| Ống tràn nhớt bị biến dạng hoặc bị bít kín | Kiểm tra và làm sạch hoặc thay thế ống hồi lưu nhớt | |
| Triệu chứng | Nguyên nhân có thể | Giải pháp |
| Công suất động cơ không đủ,phát ra khí thải màu đen hoặc màu xám tối | Thân động cơ | |
| Quá tải | Giảm tải | |
| Không khí bị rò rỉ ra bên ngoài xi-lanh | Siết chặt đầu bu-lông, bộ giá giữ vòi phun và bu-gi xông máy | |
| Mùi cháy từ các bộ phận chuyển động của động cơ | Sửa chữa hoặc thay thế | |
| Hệ thống nhiên liệu | ||
| Sử dụng nhiên liệu cấp thấp | Thay thế bằng nhiên liệu được chỉ định | |
| Bộ lọc nhiên liệu bị tắc | Thay lõi lọc | |
| Thời điểm phun nhiên liệu bị sai | Điều chỉnh | |
| Tình trạng phun nhiên liệu bị lỗi | Sửa hoặc thay thế (các) vòi phun | |
| Mức phun nhiên liệu không đồng nhất | Thay bơm cao áp | |
| Hệ thống nạp/xả | ||
| Bộ lọc không khí bị bít kín | Làm sạch hoặc thay thế lõi | |
| Không khí bị rò rỉ từ ống nạp (tua-bin tăng áp) | Siết chặt hoặc thay thế khớp nối | |
| Khí xả rò rỉ từ phía trước của cửa vào tuabin | Lắp các khớp nối | |
| Bánh máy nén hoặc tuabin bị bẩn | Làm sạch các bánh tua bin, bánh máy nén và vỏ | |
| Tiêu thụ quá nhiều nhớt động cơ | Thân động cơ | |
| Bị rò rỉ từ các điểm siết chặt và/hoặc các chốt | Siết chặt đến mô-men xoắn quy định | |
| Phớt nhớt trục khuỷu, vòng chữ O và/hoặc đệm bị lỗi | Thay thế | |
| Hỏng phớt van | Thay thế | |
| Khe hở bạc pit-tông quay mặt về cùng một hướng | Thay đổi hướng của các khe hở | |
| Bạc nhớt pit-tông bị mòn hoặc bị mắc kẹt | Thay thế | |
| Rãnh bạc pit-tông bị mòn | Thay pit-tông và bạc pit-tông | |
| Nhiên liệu bị lẫn trong nhớt | Hệ thống nhiên liệu | |
| Bơm cao áp bị hỏng | Thay bơm cao áp | |
| Hỏng bơm nạp nhiên liệu | Thay thế | |
| Nước bị lẫn trong nhớt | Thân động cơ | |
| Đệm đầu bị hỏng | Thay thế | |
| Hộp trục khuỷu và/hoặc đầu xi-lanh bị nứt | Thay thế | |
| Vòng chữ O và/hoặc đệm bị hỏng trong đường nước giữa hộp bánh răng và hộp trục khuỷu | Thay thế | |
| Triệu chứng | Nguyên nhân có thể | Giải pháp |
| Áp suất nhớt thấp | Hệ thống bôi trơn | |
| Mức nhớt thấp | Đổ đầy nhớt đến mức chỉ định | |
| Chất lượng nhớt kém | Thay thế bằng nhớt được chỉ định | |
| Bộ lọc nhớt bị tắc | Thay thế bộ lọc nhớt | |
| Van giảm áp bị lỗi | Sửa chữa hoặc thay thế | |
| Khe hở bôi trơn lớn giữa các tấm kim loại | Thay thế bạc đạn, bạc lót và/hoặc trục | |
| (các) Đường nhớt bị bít kín | Làm sạch | |
| Hỏng bơm nhớt | Thay thế | |
| Lỗi lỗ nhớt hoặc chốt hoặc quên lắp đặt | Kiểm tra và sửa chữa | |
| Áp suất nhớt động cơ cao | Hệ thống bôi trơn | |
| Nhiệt độ nhớt thấp | Giữ cho máy hoạt động tới khi nhiệt độ nhớt tăng | |
| Chất lượng nhớt kém | Thay thế bằng nhớt được chỉ định | |
| Van giảm áp bị lỗi | Sửa chữa hoặc thay thế | |
| Quá nhiệt | Hệ thống làm mát | |
| Dây curoa quạt bị đứt hoặc bị lỏng | Điều chỉnh hoặc thay thế | |
| Không đủ nước làm mát | Đổ đầy đến mức chỉ định | |
| Lưới bộ tản nhiệt và cánh bộ tản nhiệt bị bít kín | Làm sạch | |
| Nước làm mát bị bẩn | Thay nước làm mát | |
| Bộ tản nhiệt và/hoặc nắp bộ tản nhiệt bị hỏng | Kiểm tra và thay thế | |
| Đường nước làm mát bị tắc | Làm sạch | |
| Không đủ đường khí làm mát | Đảm bảo đủ đường khí làm mát | |
| Van hằng nhiệt bị hỏng | Kiểm tra và thay thế | |
| Phớt bơm nước bị hỏng | Thay thế | |
| Thân động cơ | ||
| Vận hành quá tải liên tục | Giảm tải | |
| Đệm đầu bị gãy (nước làm mát giảm) | Thay thế | |
| Bu-lông đầu không đủ chặt | Siết chặt đến mô-men xoắn quy định | |
| Hệ thống bôi trơn | ||
| Mức nhớt thấp | Đổ đầy nhớt đến mức chỉ định | |
| Hệ thống nhiên liệu | ||
| Sử dụng nhiên liệu cấp thấp | Thay thế bằng nhiên liệu được chỉ định | |
| Thời điểm phun nhiên liệu bị sai | Điều chỉnh | |
| Triệu chứng | Nguyên nhân có thể | Giải pháp |
| Xả ắc quy quá nhanh (có ắc quy) | Hệ thống điện | |
| Nới lỏng dây curoa quạt | Điều chỉnh hoặc thay thế | |
| Bình ắc quy mòn | Thay thế | |
| Không đủ dung dịch điện phân | Đổ nước cất và nạp điện | |
| Dây điện bị lỗi hoặc bị hỏng | Kiểm tra và sửa chữa | |
| Máy phát điện hoặc bộ điều chỉnh bị hỏng | Sửa chữa hoặc thay thế | |
| Đèn bu-gi xông máy không SÁNG | Hệ thống điện | |
| Đèn bu-gi xông máy bị cháy | Thay thế | |
| Dây điện bị lỗi hoặc bị hỏng | Kiểm tra và sửa chữa | |
| Công tắc bị hỏng | Thay thế | |
| Hẹn giờ đèn bu-gi xông máy bị hỏng | Thay thế | |
| Đèn hệ thống nạp điện không SÁNG | Hệ thống điện | |
| Dây điện bị lỗi hoặc bị hỏng | Kiểm tra và sửa chữa | |
| Máy phát điện hoặc bộ điều chỉnh bị hỏng | Sửa chữa hoặc thay thế | |
| Đèn bị cháy | Thay thế | |
| Cầu chì bị nổ | Thay thế | |
| Đèn hệ thống nạp điện không TẮT | Hệ thống điện | |
| Dây curoa quạt bị đứt hoặc bị lỏng | Điều chỉnh hoặc thay thế | |
| Dây điện bị lỗi hoặc bị hỏng | Kiểm tra và sửa chữa | |
| Máy phát điện hoặc bộ điều chỉnh bị hỏng | Sửa chữa hoặc thay thế | |
2.THÔNG SỐ BẢO DƯỠNG (D1105-T)
Tổng quát về động cơ
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Tốc độ động cơ tối đa (không tải) | Nhỏ hơn 3200 vòng/phút | – | |
| Tốc độ động cơ chạy cầm chừng (không tải) | Từ 1000 đến 1100 vòng/phút | – | |
| Cân van | Nạp : MỞ | BTDC 22o | – |
| Nạp : ĐÓNG | ABDC 47o | – | |
| Xả : MỞ | BBDC 52o | – | |
| Xả : ĐÃ ĐÓNG | ATDC 17o | – | |
| Áp suất nén | E2,E3 | Từ 3,14 đến 3,53 MPa 32 đến 36 kgf/cm2 | 2,25 MPa 23 kgf/cm2 |
| Sự khác biệt giữa các xilanh | – | 10% | |
| Khoảng hở đầu pít-tông | 0,55 đến 0,75 mm | – | |
Đầu xi-lanh và van
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Độ bằng phảng của mặt xi-lanh | – | 0,50 mm / 100 mm | |
| Thân van và ống kềm van | Khoảng hở giữa van chặn và ống kềm van | 0,035 đến 0,065 mm | 0,10 mm |
| Đường kính bên ngoài của thân van | 6,960 đến 6,975 mm | – | |
| Đường kính ngoài ống kềm van | 7,010 đến 7,025 mm | – | |
| Khoảng nhô ra thụt vào của van | Khoảng nhô ra 0,05 mm Khoảng thụt vào 0,25 mm | Khoảng thụt vào 0,40 mm | |
| Góc mặt van | Nạp | 60o | – |
| Xả | 45o | – | |
| Góc độ bệ đỡ van | Nạp | 60o | – |
| Xả | 45o | – | |
| Lò xo van | Độ dài tự do | 35,1 đến 35,6mm | 34,3 mm |
| Vuông góc | – | 1,0 mm | |
| Tải/chiều dài lắp | 73,3 N / 31 mm 7,5 Kgf / 31 mm | 60,0 N / 31 mm 6,1 Kg / 31 mm | |
Cần mổ và đệm đầu van
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | ||
| Cần mổ và trục cần mổ | Khoảng hở giữa cần mổ và trục cần mổ | 0,016 đến 0,045 mm | 0,10 mm | |
| Đường kính bên trong của cần mổ | 12,000 đến 12,018 mm | – | ||
| Đường kính bên ngoài của trục cần mổ | 11,973 đến 11,984 mm | – | ||
| Đệm đẩy van và dẫn hướng | Khoảng hở đệm đẩy van và dẫn hướng | 0,020 đến 0,062 mm | 0,07 mm | |
| Đường kính ngoài đệm đẩy van | 19,959 đến 19,980 mm | – | ||
| Đường kính trong của lỗ kềm đệm đẩy van | 20,000 đến 20,021 mm | – | ||
| Cân chỉnh cần đẩy | – | 0,25 mm | ||
| Khoảng hở sườn răng bánh răng điều phối | Bánh răng trục khuỷu x bánh răng trung gian | 0,032 đến 0,115 mm | 0,15 mm | |
| Bánh răng trung gian 1 x bánh răng cam | 0,036 đến 0,114 mm | |||
| Bánh răng trung gian 1 x bánh răng bơm cao áp | 0,034 đến 0,116 mm | |||
| Bánh răng trung gian 1 x bánh răng trung gian 2 | 0,033 đến 0,117 mm | |||
| Bánh răng trung gian 2 x bánh răng điều tốc | 0,030 đến 0,117 mm | |||
| Bánh răng bơm cao áp x bánh răng điều tốc | 0,030 đến 0,117 mm | |||
| Bánh răng trung gian | Khe hở bôi trơn của bánh răng trung gian | 0,020 đến 0,054 mm | 0,10 mm | |
| Đường kính bên trong bạc lót bánh răng trung gian | 6,000 đến 26,021 mm | – | ||
| Đường kính bên ngoài trục bánh răng trung gian | 25,967 đến 25,980 mm | – | ||
| Độ xê dịch | 0,20 đến 0,51 mm | 0,8 mm | ||
| Trục cam | Khe hở bôi trơn của trục cam | 0,050 đến 0,091 mm | 0,12 mm | |
| Đường kính ngoài trục trong | 36,000 đến 36,025 mm | – | ||
| Đường kính bên ngoài của cổ trục cam | 35,934 đến 35,950 mm | – | ||
| Độ xê dịch | 0,07 đến 0,22 mm | 0,3 mm | ||
| Độ cong | – | 0,05 mm | ||
| Độ cao của cam (vấu cam) | Nạp | 29,50 mm | 29,45 mm | |
| Xả | 29,50 mm | 29,45 mm | ||
Pít-tông và tay biên
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | ||
| Đường kính bên trong của pit-tông và vấu chốt pit-tông | 22,000 đến 22,013 mm | 22,03 mm | ||
| Tay biên | Khe hở bôi trơn của đầu nhỏ | 0,014 đến 0,038 mm | 0,15 mm | |
| Đường kính trong của bạc lót đầu nhỏ thanh truyền | 22,025 đến 22,040 mm | – | ||
| Đường kính bên ngoài của chốt pit-tông | 22,002 đến 22,011 mm | – | ||
| Độ cong, xoắn | – | 0,05 | ||
| Bạc Pít-tông | Khoảng hở vòng bạc đỉnh | D1105(T) | 0,20 đến 0,35 mm | 1,20 mm |
| Khoảng hở vòng bạc pit-tông thứ hai | D1105(T) | 0,40 đến 0,55 mm | 1,20 mm | |
| Khoảng hở vòng bạc nhớt pit-tông | D1105(T) | 0,30 đến 0,55 mm | 1,25 mm | |
| Khoảng hở rãnh vòng của bạc pit-tông thứ hai | Thông số kỹ thuật turbo | 0,095 đến 0,122 mm | 0,20 mm | |
| Khoảng hở rãnh vòng của bạc pit-tông | 0,020 đến 0,055 mm | 0,15 mm | ||
Trục cơ và bánh trớn
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Tấm chắc trục khuỷu 1 (phía hộp bánh răng) | Khe hở bôi trơn | 0,034 đến 0,114 mm | 0,20 mm |
| Đường kính bên trong tấm trục khuỷu 1 | 47,984 đến 48,048 mm | – | |
| Đường kính bên ngoài của cổ trục chính trục khuỷu | 47,934 đến 47,950 mm | – | |
| Tấm chắn trục khuỷu 2 (trung gian) | Khe hở bôi trơn | 0,034 đến 0,095 mm | 0,20 mm |
| Đường kính bên trong tấm trục khuỷu 1 | 47,984 đến 48,029 mm | – | |
| Đường kính bên ngoài của cổ trục chính trục khuỷu | 47,934 đến 47,950 mm | – | |
| Tấm chắn trục khuỷu 3 (phía bánh trớn) | Khe hở bôi trơn | 0,034 đến 0,103 mm | 0,20 mm |
| Đường kính bên trong tấm trục khuỷu 3 | 51,974 đến 52,024 mm | – | |
| Đường kính bên ngoài của cổ trục chính trục khuỷu | 51,921 đến 51,940 mm | – | |
| Bạc đạn chốt khuỷu | Khe hở bôi trơn | 0,029 đến 0,091 mm | 0,20 mm |
| Đường kính bên trong tấm chắn chỗ lắp thanh truyền | 40,004 đến 40,050 mm | – | |
| Đường kính bên ngoài của chỗ lắp thanh truyền | 39,959 đến 39,975 mm | – | |
| Bạc đạn chốt khuỷu | Độ xê dịch | 0,15 đến 0,31 mm | 0,50 mm |
| Độ cong | – | 0,02 mm | |
| Độ lệch bánh trớn | – | 0,15 mm | |
Hộp trục khuỷu
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép |
| Độ bằng phẳng của hộp trục khuỷu | – | 0,05 mm / 100 mm |
| Đường kính bên trong đường kính xi-lanh | 78,000 đến 78,019 mm | 78,169 mm |
Hệt hống bôi trơn
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Áp suất nhớt động cơ | Ở tốc độ cầm chừng | Tối thiểu 49 kPa 0,5 kgf/cm2 hoặc nhiều hơn | – |
| Vòng/phút định mức | Từ 196 đến 441 kPa | 147 kPa 1,5 kgf/cm2 | |
| Độ dài tự do lò xo của van giảm áp | 32,0 mm | 27,0 mm | |
| Bơm nhớt | Khoảng hở đầu mút | 0,06 đến 0,18 mm | 0,30 mm |
| Khoảng hở thân và rô-tơ ngoài | 0,10 đến 0,18 mm | 0,54 mm | |
| Khe hở giữa rô-tơ và nắp | 0,025 đến 0,075 mm | 0,225 mm | |
Thiết bị làm mát
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Độ căng dây đai quạt | Khoảng 10 mm / khoảng 98 N Khoảng 10 mm / khoảng 10 kgf | – | |
| Rò rỉ từ bộ tản nhiệt | Không rò rỉ ở mức 137 kPa (1,4 kgf/cm2) | – | |
| Nắp bộ phận tản nhiệt | Áp suất mở van áp suất | Từ 59 đến 88 kPa 0,6 đến 0,8 kgf/cm2 | – |
| Rò rỉ | Tăng áp suất lên 88 kPa (1,4 kgf/cm2) và sau 10 giây giữ ở 59 kPa (0,6 kgf/cm2) hoặc cao hơn | – | |
| Khoảng hở giữa bộ cánh bơm và thân trong bơm nước | 0,45 đến 1,75 mm | – | |
| Bộ ổn nhiệt | Nhiệt độ mở van | 69,0 đến 73,0°C | – |
| Nhiệt độ mở hoàn toàn | 85°C | – | |
Hệ thống nhiên liệu
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Vòi phun | Áp suất phun ban đầu | Từ 13,7 đến 14,7 MPa 140 đến 150 kgf/cm2 | – |
| Sự không rò rỉ nhớt Không rò rỉ ở mức | 12,7 kPa (130 kgf/cm2) | – | |
| Thời lượng phun nhiên liệu | BTDC 18 ° | – | |
| Bơm cao áp | Sự không rò rỉ nhớt của lõi bơm | – | 14,7 MPa 150 kgf/cm2 |
| Sự không rò rỉ nhớt của van phân phối | – | 14,7 đến 13,7 MPa (150 đến 140 kgf/cm2) trong 5 giây hoặc hơn | |
Hệ thống điện
| Mục | Thông số kỹ thuật của nhà sản xuất | Giới hạn cho phép | |
| Bộ khởi động | Cách điện giữa bộ đảo mạch và lõi rô-tơ | ∞ Ω | – |
| Đường kính ngoài bộ đảo mạch | 30,0 mm | 29,0 mm | |
| Góc tỉnh lược của đường kính bên ngoài dụng cụ đảo mạch | 0,02 mm | 0,05 mm | |
| Độ cắt sâu mica của bộ đảo mạch | 0,5 đến 0,8 mm | 0,2 mm | |
| Dẫn điện giữa chổi và mép bích | 0 Ω | – | |
| Cách điện giữa chổi và khối cực với cuộn cảm | ∞ Ω | – | |
| Chiều dài chổi | 13,0 mm | 8,5 mm | |
| Điện trở giữa giá giữ bạc lót và lửa | ∞ Ω | – | |
| Điện trở bu-gi xông máy (ở nhiệt độ phòng) | Xấp xỉ 0,9 Ω | – | |
| Máy phát điện | Điện trở giữa dây dẫn của cuộn cảm rô-tơ | 1 Ω hoặc thấp hơn | – |
| Cách điện giữa dây stato và dây dẫn | ∞ Ω | – | |
| Điện trở giữa vòng tiếp điện và cuộn cảm rô-tơ | 2,9 Ω | – | |
| Cách điện giữa lõi rô-tơ và lò xo trượt | ∞ Ω | – | |
| Đường kính bên ngoài của vòng trượt | 14,4 mm | 14,0 mm | |
| Khoảng cách chổi nhô ra | 10,0 mm | 8,5 mm | |
| Dẫn điện của công tắc nhớt | Áp suất nhớt ít nhất 49 kPa (0,5 kgf/cm2 | 0 Ω | – |
| Áp suất nhớt 49 kPa (0,5 kgf/cm2) hoặc cao hơn | ∞ Ω | – | |
| Dẫn điện của công tắc nhiệt | BẬT → TẮT | 112 đến 118°C | – |
| TẮT → BẬT | 108°C | – | |
3.KHUNG ĐỘNG CƠ
[3.1] THÁO ĐỘNG CƠ
 Tháo động cơ Tháo động cơ1. Tháo rời bộ phận gặt. Xem trang 2-S10.) 2. Tháo băng tải cấp liệu. Xem trang 2-S13.) 3. Xả nhớt hộp số. 4. Xả nước làm mát. (1) Chốt xả  5. Tháo nắp khoang động cơ (2).(2) Nắp khoang động cơ 5. Tháo nắp khoang động cơ (2).(2) Nắp khoang động cơ  6. Ngắt cáp âm (3) của bình ắc quy (4). 6. Ngắt cáp âm (3) của bình ắc quy (4).7. Tháo vòng kẹp dây đai (5). (Khi lắp vào) • Với ly hợp bộ phận đập ở “N”, điều chỉnh khoảng cách giữa vòng kẹp và dây đai (A), (B) từ 7 đến 9 mm để pu-li V dừng hoàn toàn. 8. Tháo dây đai chạy (6) và đai truyền động vào bộ phận đập (7). (3) Bình ắc quy (4) Cáp âm (5) Vòng kẹp dây đai (6) Dây đai truyền động (7) Đai truyền động vào bộ phận đập (a) Phía động cơ (b) Phía hạt  9. Tháo ống (8) của bộ làm mát nhớt. 9. Tháo ống (8) của bộ làm mát nhớt.10. Tháo hai giá đỡ bộ tản nhiệt (9). 11. Tháo ống trên bộ tản nhiệt (10), ống dưới (11) và tháo bộ tản nhiệt. (8) Ống (9) Giá đỡ bộ tản nhiệt (10) Ống trên (11) Ống dưới  12. Tháo ống nạpvào bộ lọc không khí (12) và bộ giảm thanh trung gian (13). 12. Tháo ống nạpvào bộ lọc không khí (12) và bộ giảm thanh trung gian (13).(12) Ống nạp (13) Bộ giảm thanh trung gian |



[3.2] KIỂM TRA VÀ ĐIỀU CHỈNH
[3.2.1] KHE HỞ XUPAP
 Khoảng hở van Khoảng hở van⚠️QUAN TRỌNG • Phải chắc chắn rằng động cơ đã nguội trước khi tiến hành kiểm tra và điều chỉnh khoảng hở van (A). • Kéo bu-gi xông máy khỏi mỗi xi-lanh để lực nén không còn nữa. • Phải chắc chắn điều chỉnh khoảng hở van (A) trước rồi sau đó gắn đai ốc điều chỉnh vào vị trí bằng cách sử dụng đai ốc khóa. 1. Tháo nắp đầu. 2. Cân chỉnh dấu 1TC (1) của pu-li truyền động quạt với kim đồng hồ đo thời điểm (2) khi xi-lanh số 1 ở vị trí giữa điểm chết trên của kỳ nén của nó. Vị trí điểm chết trên của xi-lanh số 1 đi tới vị trí xoay bánh trớn một vòng nằm ngoài vị trí chồng nhau của van nạp và van xả của xi-lanh số 1. 3. Đo khoảng hở van (A) theo dấu ● ở bảng dưới, và chỉnh lại bu-lông điều chỉnh nếu kích thước đo không nằm trong thông số kỹ thuật của nhà sản xuất. 4. Tiếp theo, đo khoảng hở van (A) theo dấu ○ ở bảng dưới sau khi bánh trớn quay được một vòng, và điều chỉnh bu-lông điều chỉnh nếu kích thước đo không nằm trong thông số kỹ thuật của nhà sản xuất. (1) Dấu 1 TC (2) Kim thời điểm (A) Khoảng hở van
Thứ tự đánh lửa: 1 → 2 → 3
| |||||||||||||||||||||||||||||||
[3.2.2] ÁP SUẤT NÉN
 Áp suất nén Áp suất nén⚠️CHÚ Ý • Xoay động cơ trong khoảng 2 đến 3 giây để chắc chắn là động cơ chạy êm. 1. Sau khi khởi động làm nóng động cơ, thì tạm dừng động cơ, tháo bộ lọc không khí và ống giảm thanh, và tháo tất cả bu gi. 2. Kết nối thiết bị đo sức nén (Bộ kiểm tra L, mã số 07909-31301) cho động cơ diesel vào lỗ bu gi. 3. Khi kéo nút bấm dừng động cơ, cho môtơ khởi động và hoạt động trong vòng 5 giây, và đọc các trị số trên máy đo dừng. Tiến hành đo ít nhất 2 lần và xem xét để lấy giá trị trung bình. Điều kiện đo đạc : ắc quy phải được sạc đầy (vận tốc động cơ từ 250 rpm) Ghi rõ độ hở xupap
|
[3.3] THÁO DỠ VÀ LẮP RÁP
Tháo lắp động cơ
• Tháo động cơ của máy gặp đặp liên hợp để tách nó ra thành một bộ phận hoàn chỉnh.
[3.3.1] XUPAP VÀ ĐẦU XI LANH
 Các bộ phần bên ngoài Các bộ phần bên ngoài1. Tháo quạt (5), máy phát điện (4), mặt bích của bộ phận lọc khí (6), ống hút khí (3), tua bin tăng áp (2), và bộ giảm thanh (7). 2. Tháo ống phun nhiên liệu và nắp đầu xi-lanh (1). ⚠️QUAN TRỌNG • Phải chắn chắn không để bụi lọt vào vòi và máy bơm phun. (1) Nắp chụp xi-lanh (2) Tua bin tăng áp (3) Ống hút khí (4) Máy phát điện (5) Quạt (6) Mặt bích của máy hút khí (7) Bộ giảm thanh  Ống cao áp Ống cao áp1. Nới lỏng vít trên kẹp ống. 2. Tháo ống cao áp. (Khi lắp vào) • Thay mới đệm của vòi phun nhiên liệu. (1) Kẹp ống (2) Ống cao áp |
 Bộ giá giữ vòi phun Bộ giá giữ vòi phun⚠️QUAN TRỌNG • Đạy nắp lỗ kết nối của ống cao áp bằng nắp để rác rưởi không vào được bên trong bơm cao áp hoặc giá giữ vòi phun. • Đưa tua vít Phillips vào phớt cách nhiệt (5) và xoay để tháo dễ dàng. 1. Tháo ống tràn (2), bộ giá giữ vòi phun (4), đệm vòi phun (7), và phớt cách nhiệt (5). 2. Tháo cáp bu-gi xông máy và bu-gi xông máy (3). (Khi lắp vào) • Thay đệm vòi phun mới và phớt cách nhiệt (5) khi lắp ráp. (1) Thanh dẫn (2) Ống tràn (3) Bu-gi xông máy (4) Bộ giá giữ vòi phun (5) Phớt cách nhiệt (6) Tua vít Phillips (7) Đệm vòi phun  Cần mổ và cần đẩy Cần mổ và cần đẩy1. Từ từ nới lỏng bu-lông lắp ráp giá đỡ cần mổ bắt đầu từ bên ngoài và hướng tới giữa rồi tháo bộ cần mổ (1). 2. Tháo cần đẩy (2). (Khi lắp vào) • Từ từ siết chặt bộ cần mổ (1) từ các bu-lông bên trong đến bu-lông bên ngoài. • Bảo đảm mút bên dưới của cần đẩy (2) nằm ở phần đường rãnh của đệm đẩy van (3). • Khi lắp cần đẩy (2) vào đệm đẩy van (3), lắp vào vị trí cũ. • Sau khi lắp bộ cần mổ (1), nhớ điều chỉnh khoảng hở của van. Xem trang 9-S13.) (1) Bộ cần mổ (2) Cần đẩy (3) Đệm đẩy van
|
 Đầu xi-lanh Đầu xi-lanh1. Tháo bàn kẹp (1) từ ống dẫn rẽ (2) và tháo ống rẽ (2). 2. Tháo đầu xi-lanh (3). Nới lỏng các bu-lông đầu theo thứ tự (n →a), ngược lại theo thứ tự siết (a → n) như trong hình minh họa. 3. Tháo đệm đầu xi-lanh. (Khi lắp vào) • Thay đệm đầu xi-lanh. • Tra nhớt động cơ vào các bu-lông đầu và siết chặt. • Siết chặt lại hai đến ba lần để các bu-lông dính chặt dần theo thứ tự (a → n) như trong hình. (1) Kẹp (2) Ống rẽ (B) Phía hộp bánh răng (A) Phía bánh trớn
|


[3.3.2] BƠM CAO ÁP
 Đĩa điều chỉnh tốc độ Đĩa điều chỉnh tốc độ1. Tháo đĩa điều chỉnh tốc độ (1). 2. Tháo lò xo bộ điều tốc (2) khỏi cần bộ điều tốc (Khi lắp vào) • Lắp chặt lò xo bộ điều tốc (2) vào cần bộ điều tốc như trong hình. • Sử dụng long đền đòng với bu-lông lắp phía trên bên phải (một chỗ). (1) Tấm điều chỉnh tốc độ (2) Lò xo bộ điều tốc  Bơm cao áp Bơm cao áp1. Tháo lò xo bộ điều tốc (5) khỏi cần điều tốc. 2. Tháo lò xo khởi động (2). 3. Cân chỉnh các khía (6) trong chốt đỡ điều khiển (1) và bề mặt lắp bơm trục khuỷu và tháo bơm cao áp (7). 4. Tháo đệm điều chỉnh bơm cao áp. (Khi lắp vào) • Hãy chắc chắn chốt đỡ điều khiển (1) được đưa vào hết cỡ trong rãnh cần điều tốc 1 (3) và chắc chắn rằng cần đẩy (4) chuyển động trơn tru. (1) Chốt đỡ điều khiển (2) Lò xo khởi động (3) Cần điều tốc 1 (4) Cần đẩy (5) Lò xo bộ điều tốc (6) Khía (7) Bơm cao áp
|
[3.3.3] HỘP BÁNH RĂNG
 Đai ốc trục khuỷu và pu-li truyền động quạt làm mát động cơ Đai ốc trục khuỷu và pu-li truyền động quạt làm mát động cơ1. Siết chặt bánh trớn để nó không xoay. 2. Tháo bu-lông và pu-li truyền động quạt (Khi lắp vào) • Cân chỉnh các dấu cân chỉnh khi lắp pu-li truyền động quạt vào trục khuỷu. (1) Bu-lông (2) Pu-li truyền động quạt (3) Dấu cân chỉnh
|


[3.3.4] BÁNH RĂNG CAM
 1. Tháo bánh răng trung gian (4). |
 (Khi lắp vào) (Khi lắp vào)• Bôi nhớt động cơ vào trục cam nhiên liệu (9) và chu vi bên ngoài của cổ trục cam trước khi lắp ráp. • Chắc chắn rằng vòng chặn bên ngoài (11) của trục cần bộ điều tốc (12) được lắp chính xác. • Chắc chắn rằng trục cần bộ điều tốc (12) có thể quay được dễ dàng. ⚠️QUAN TRỌNG • Khi thay bạc đạn trục cần bộ điều tốc (10), sau khi lắp hết cỡ bạc đạn vào hộp, tra keo (ThreeBond 1324B) vào vít khóa (13) và siết chặt vít khóa (13) cho đến khi phần được gõ vào chạm đến chu vi bên ngoài của bạc đạn bi (10). • Cân chỉnh chính xác các dấu cân cam cho mỗi bánh răng (1) Bánh răng cam nhiên liệu (2) Dấu cân cam (3) Bánh răng cam (4) Bánh răng trung gian (5) Bánh răng trục khuỷu (6) Bánh răng bộ điều tốc (7) Vít khóa (8) Khóa hãm trục cam nhiên liệu (9) Trục cam nhiên liệu (10) Bạc đạn bi (11) Vòng chặn bên ngoài (12) Trục cần bộ điều tốc (13) Vít khóa |
[3.3.5] PÍT TÔNG VÀ TAY BIÊN
 Tay biên Tay biên1. Tháo nắp Tay biên (Khi lắp vào) • Tra nhớt động cơ vào bu-lông thanh truyền, vặn bằng tay hết mức có thể và sau đó siết chặt bằng mô men quy định. Nếu không thể xoay vào dễ dàng, lau sạch ren và nếu vẫn còn chặt, thay thế bu-lông. • Siết chặt bu-lông thanh truyền 2 đến 3 lần và từ từ siết chặt đến mô-men xoắn chỉ định. (1) Nắp thanh truyền (a) Dấu
Khay đựng nhớt và vỉ lọc nhớt |

 Pit-tông Pit-tông1. Xoay bánh trớn và di chuyển pit-tông lên điểm chết trên. 2. Đẩy pit-tông và thanh truyền vào phía đầu xi-lanh bằng cách dùng cán búa hoặc vật tương tự. (Khi lắp vào) • Tra nhớt động cơ vào bạc lót chỗ lắp thanh truyền và xi-lanh. • Khi lắp pit-tông và xi-lanh, cân chỉnh các bạc pit-tông như trong hình. • Cân chỉnh các dấu trên thanh truyền và khe hở thanh truyền và lắp lại với dấu quay về phía bơm cao áp. QUAN TRỌNG • Không nên thay đổi các kết hợp pit-tông, thanh truyền, và xi-lanh. • Khi kéo pit-tông ra, cân chỉnh vị trí của chốt khuỷu để thanh truyền không tiếp xúc với thành xi-lanh ở phía dưới. • Có thể xảy ra hư hỏng nặng như trầy xước mạ trên bề mặt ngoài của bạc pit-tông khi lắp pit-tông do việc siết không đúng dụng cụ bóp bạc pit-tông (1) nên phải chắc chắn để siết hết cỡ dụng cụ bóp và không để bị gập ghềnh. (1) Dụng cụ bóp bạc pit-tông (A) Khe hở vòng bạc đỉnh (B) Khe hở bạc pit-tông thứ hai (C) Khe hở bạc nhớt pit-tông (D) Phần giữa chốt pit-tông (a) 45 ° (b) 45 ° (c) 90 ° |
 Bạc pit-tông và thanh truyền Bạc pit-tông và thanh truyền1. Tháo vòng găng pit-tông (1), (2) và (3) bằng dụng cụ tháo vòng găng pit-tông. 2. Kéo chốt pit-tông (7) để tách pit-tông (5) và thanh truyền (6) và sắp xếp lại để không làm thay đổi vị trí nối.  (Khi lắp vào) (Khi lắp vào)• Khi lắp ráp chốt pit-tông (7) tăng nhiệt độ của pit-tông (5) từ 80 °C đến 100 °C bằng bộ gia nhiệt pit-tông hoặc thiết bị khác, tra nhớt vào pit-tông. • Lắp bạc nhớt pit-tông (3) sao cho vòng bung (10) nằm ở vị trí đối 180° với khe hở bạc nhớt pit-tông (11). • Lắp mỗi bạc pit-tông với dấu (12) hướng lên. (1) Vòng bạc đỉnh (2) Bạc pit-tông thứ hai (3) Bạc nhớt pit-tông (4) Vòng chặn chốt pit-tông (5) Pit-tông (6) Thanh truyền (7) Chốt pit-tông (8) Dấu (9) Dấu FW (10) Vòng bung (11) Khe hở bạc nhớt pit-tông (12) Dấu bạc pit-tông |
[3.3.6] TRỤC CƠ
 Bánh trớn Bánh trớn1. Lắp tấm chặn bánh trớn để cố định bánh trớn (2). 2. Tháo các bu-lông lắp ráp bánh trớn rồi tháo bánh trớn. (Khi lắp vào) • Lau sạch bụi bẩn và rác rưởi trên bề mặt lắp ráp của bánh trớn trục khuỷu (2). • Bôi nhớt vào bu-lông lắp ráp bánh trớn (1). (1) Bu-lông lắp ráp bánh trớn (2) Bánh trớn
|
 Nắp hộp bạc đạn Nắp hộp bạc đạn1. Tháo bu-lông lắp ráp (1), (2) trên nắp hộp bạc đạn (6). Tháo vít bu-lông trong (1) trước bu-lông ngoài (2). 2. Tháo nắp hộp bạc đạn (6). (Khi lắp vào) • Lắp ráp đệm hộp bạc đạn (3) và nắp hộp bạc đạn (6) đệm (4) như trong hình. • Tra nhớt động cơ vào mép và chu vi bên ngoài của phớt nhớt (5) của nắp hộp bạc đạn (6) để mép không bị gập lại. • Lắp nắp hộp bạc đạn (6) với dấu “UP” hướng lên trên. • Từ từ siết chặt bu-lông lắp ráp của nắp hộp bạc đạn (6) theo đường chéo hai đến ba lần. (1) Bu-lông lắp ráp nắp hộp bạc đạn (phía trong) (2) Bu-lông lắp ráp nắp hộp bạc đạn (phía ngoài) (3) Đệm hộp bạc đạn (4) Đệm nắp hộp bạc đạn (5) Phớt nhớt (6) Nắp hộp bạc đạn (a) Dấu “UP” (b) Đỉnh
|
 Trục khuỷu
|
 Hộp bạc đạn Hộp bạc đạn1. Tháo bu-lông hộp bạc đạn 1 (2) và tháo hộp bạc đạn (1) khỏi trục khuỷu. 2. Sắp xếp lại hộp bạc đạn và tấm chắn để không thay đổi điểm nối. (Khi lắp vào) • Làm vệ sinh đường nhớt của ổ đỡ bạc đạn bằng khí nén. • Khi lắp ráp, tra nhớt động cơ vào tấm chắn. • Cân chỉnh số (a) và dấu (b) khi lắp hộp bạc đạn. • Khi lắp ráp hộp bạc đạn, bắt đầu với đường kính ngoài nhỏ hơn từ phía hộp bánh răng, dấu bánh trớn quay về phía bánh trớn. • Khi lắp ráp tấm chắn hông, đặt nó gần trục khuỷu, có rãnh nhớt hướng ra ngoài. • Tra nhớt máy vào bu-lông, siết chặt lại vài lần nữa để tăng dần mômen xoắn siết chặt, và để chắc hộp bạc đạn có thể quay dễ dàng. (1) Hộp bạc đạn chính (2) Bu-lông lắp ráp hộp bạc đạn (3) Bạc chặn (a) Số (b) Dấu
|
[3.4] BẢO DƯỠNG
[3.4.1] ĐẦU XI LANH
 Độ bằng phẳng của đầu xi-lanh Độ bằng phẳng của đầu xi-lanh1. Làm vệ sinh bề mặt đầu xi-lanh. 2. Đo chuẩn độ dày và 6 khoảng cách từ A đến F như hình minh họa bằng dụng cụ sắc, thẳng. 3. Nếu kích thước vượt quá giới hạn cho phép, thay thế đầu xi-lanh. Rãnh xupap và miệng xupap phải được kiểm tra trong giai đoạn này.
|
 Vết nứt Kiểm tra sự rạn nứt của bề mặt đầu xi-lanh (cũng được áp dụng với hộp trục khuỷu) Vết nứt Kiểm tra sự rạn nứt của bề mặt đầu xi-lanh (cũng được áp dụng với hộp trục khuỷu)1. Làm vệ sinh bề mặt đầu xi-lanh. 2. Kiểm tra các vết nứt bằng dung dịch kiểm tra các vết nứt (kiểm tra đỏ). 3. Nếu có vết nứt, phải thay đầu xi-lanh. |
 Khoảng thụt vào van Khoảng thụt vào van1. Làm vệ sinh bề mặt đầu xi-lanh, van và bệ van, đo khoảng van thụt vào bằng cách lồng van vào ống kềm van. 2. Nếu kích thước vượt quá giới hạn cho phép, thay van và quấn van lại sau khi điều chỉnh phần tiếp xúc với bệ van.
|
 Khoảng hở giữa thân van và ống kềm van Khoảng hở giữa thân van và ống kềm van1. Làm vệ sinh van và bề mặt bên trong ống kềm van. 2. Đo đường kính bên ngoài của thân van. 3. Đo đường kính bên trong của ống kềm van để tính khoảng cách. 4. Nếu kích thước vượt quá giới hạn cho phép, thì thay van và ống kềm van.
|
 Thay thế ống kềm van Thay thế ống kềm van1. Sử dụng dụng cụ chuyên dụng (xem trang 9-G3) để tháo ống kềm van khỏi mặt đáy của đầu xi-lanh bằng cách sử dụng máy nén. 2. Sau khi tra nhớt vào bên ngoài ống kềm van, ấn xuống từ trên. 3. Sau khi lắp, khoan ống kềm rộng hơn để đạt được thông số kỹ thuật của nhà sản xuất như bên dưới. (A) Tháo (B) Lắp
|
 Kiểm tra bệ đỡ xupap Kiểm tra bệ đỡ xupap1. Làm vệ sinh bề mặt bệ đỡ xupap. 2. Kiểm tra xem liệu có hư hỏng hoặc vết mẻ nào trên bệ đỡ xupap không. 3. Nếu việc kiểm tra cho thấy bề mặt ổ đỡ van quá rộng hoặc không đồng nhất, thì phải sửa chữa hoặc thay thế van và bệ đỡ van. (1) Tốt (2) Xấu (3) Xấu |
 Điều chỉnh xupap Điều chỉnh xupap⚠️QUAN TRỌNG • Trước khi sửa chữa xupap, thì phải kiểm tra khoảng cách giữa thân xupap và ống dẫn hướng xupáp, và thay xupap nếu kích thước của xupap vượt quá giới hạn cho phép. 1. Dùng thiết bị chuyên dùng để sữa chữa xupap. 2. Sau khi sửa chữa, đo rãnh của xupap, và thay xupap nếu kích thước vượt quá giới hạn cho phép.
|
 Sử dụng để sửa bệ van Sử dụng để sửa bệ van⚠️QUAN TRỌNG • Khoảng cách giữa thân van và ống kềm van phải thuộc giới hạn cho phép vì bệ van được thay thế có ảnh hưởng đến ống kềm van. Nếu khoảng cách vượt quá giới hạn cho phép, nên thay thế bệ đỡ van sau khi thay thế ống kềm van và khoan rộng thêm để đạt được thông số kỹ thuật của nhà sản xuất. • Nếu dùng dụng cụ cắt bệ van để khoét rộng bề mặt bệ đỡ, thì phải chọn một đường kính có kích cỡ phù hợp với van. 1. Sửa sơ qua bề mặt bệ đỡ bằng dụng cụ cắt bệ van khoảng 60° đối với van nạp và 45° với van xả. 2. Lắp van và kiểm tra tiếp điểm của bệ van và bệ van bằng thuốc màu xanh. 3. Với dụng cụ cắt bệ van 15°, khoét rộng phần đỉnh của bệ van cho đến khi nó tiếp xúc bề mặt của phần giữa mặt van. 4. Sữa chữa bề mặt bệ van một lần nữa bằng dụng cụ cắt bệ van 45° (60°) và kiểm tra tiếp điểm van bằng mắt thường. 5. Lặp lại trình tự đó 3 đến 4 lần cho tới khi có được tiếp điểm thích hợp. ⚠️QUAN TRỌNG • Khoảng thụt vào của van sau khi sữa chữa phải nằm trong phạm vi thông số kỹ thuật của nhà sản xuất. (A) Kiểm tra các mặt tiếp xúc (B) Sửa chiều rộng bệ van (C) Kiểm tra các mặt tiếp xúc (a) Chiều rộng tương tự (b) Chiều rộng bệ van (c) 30 ° hoặc 15 ° (d) 15 ° (e) 45 ° hoặc 60 °
|
 Mài xupap Mài xupapSau khi xupap được sữa chữa hoặc thay thế, hoặc bệ đỡ xupap được sữa chữa thì xupap nên được mài lại. 1. Quét hỗn hợp mài đều lên bề mặt tiếp xúc của xupap. 2. Gài xupap vào ống dẫn hướng xupáp, di chuyển xupap lên xuống như được quay bằng tay và mài bằng cách gõ nhẹ vào bệ đỡ xupap. 3. Lau sạch hỗn hợp mài và quét dầu động cơ vào bệ đỡ xupap để mài. 4. Quét một lớp sơn chì đỏ lên bề mặt tiếp xúc và lập lại quy trình mài cho tới khi mài được 70 % hoặc hơn 70 % bề mặt tiếp xúc. |
 Độ dài tự do của lò xo xupap Độ dài tự do của lò xo xupap1. Đo độ dài tự do của lò xo. 2. Thay lò xo nếu nó vượt quá giới hạn cho phép. (1) Độ dài tự do của lò xo xupap. (2) Trực giao của lò xo
Góc nghiêng của lò xo xupáp
|
 Đặt trọng tải của lò xo van Đặt trọng tải của lò xo van1. Đặt lò xo van lên bộ kiểm tra lò xo, ấn xuống cho tới độ dài ổn định để đọc trọng tải. 2. Thay thế mọi lò xo nào vượt quá giới hạn cho phép.
|
 Khe dầu giữa cần đẩy và trục cần đẩy Khe dầu giữa cần đẩy và trục cần đẩy1. Đo đường kính bên trong của cần đẩy và đường kinh bên ngoài của trục cần đẩy để tính khe hở của dầu. 2. Nếu kich thước vượt quá giới hạn cho phép, thì thay bộ phận lắp ráp cần đẩy. (period) Nếu kich thước tiếp tục vượt quá giới hạn cho phép, thì thay cả trục cần đẩy.
|
 Khe dầu giữa con đội và bộ phận dẫn hướng con đội Khe dầu giữa con đội và bộ phận dẫn hướng con đội1. Đo đường kính bên ngoài của con đội và đường kính bên trong bộ phận dẫn hướng con đội của thân máy. 2. Nếu kích thước vượt qua giới hạn cho phép hoặc tìm thấy bất kỳ hỏng hóc nào trên mặt trượt thì thay con đội.
|
[3.4.2] PÍT TÔNG,TAY BIÊN,TRỤC KHUỶU
 Kiểm tra khoảng hở sườn răng bánh răng điều phối Kiểm tra khoảng hở sườn răng bánh răng điều phối1. Đặt đồng hồ đo (dạng đòn bẩy) lên bánh răng và đo khoảng hở sườn răng bằng bánh răng khớp với nhau ở trạng thái tĩnh. 2. Nếu kích thước vượt quá các giới hạn cho phép thì kiểm tra lại từng bánh răng và khe hở bôi trơn của trục v.v…
|
 Bánh răng trung gian Bánh răng trung gian1) Kiểm tra trục bạc lót và khe hở bôi trơn 1. Đo đường kính bên trong bạc lót bánh răng trung gian và đường kính bên ngoài của trục bánh răng trung gian để tính khe hở bôi trơn. 2. Nếu kích thước vượt quá giới hạn cho phép thì thay bạc lót.
|
 2) Thay bạc lót 2) Thay bạc lót1. Sử dụng các công cụ thay thế bạc lót bánh răng trung gian thay bạc lót. (1) Tháo (2) Lắp |
 3) Kiểm tra độ xê dịch 3) Kiểm tra độ xê dịch1. Di chuyển bánh răng trung gian dọc theo trục để kiểm tra độ xê dịch. 2. Nếu kích thước vượt quá giới hạn cho phép, thay vòng đai bánh răng trung gian 2.
|
 Trục cam Trục cam1) Kiểm tra khe hở bôi trơn 1. Đo đường kính trong của bạc đạn trục cam hộp trục khuỷu và đường kính bên ngoài của cổ trục cam để tính khe hở bôi trơn. 2. Nếu kích thước vượt quá giới hạn cho phép thì thay trục cam. Nếu thay thế trục cam mà vẫn không giải quyết được vấn đề thì thay thế cả hộp trục khuỷu.
|
 2) Kiểm tra độ xê dịch 2) Kiểm tra độ xê dịch1. Kiểm tra khoảng hở giữa bánh răng cam và tấm chặn trục cam. 2. Nếu kích thước vượt quá giới hạn cho phép, thay khóa trục cam. (1) Tấm chặn trục cam (2) Trục cam (3) Bánh răng cam (4) Độ xê dịch
|
 3) Kiểm tra độ cong 3) Kiểm tra độ cong1. Đặt trục cam lên khối chữ V trên tấm bề mặt, và đặt đồng hồ đo vuông góc với cổ trục tại tâm của trục cam. 2. Đo độ lệch tâm bằng cách từ từ quay trục cam. Độ cong chính là phân nửa độ lệch. 3. Thay các bộ phận nếu vượt quá giới hạn cho phép.
|
 4) Kiểm tra chiều cao cam 4) Kiểm tra chiều cao cam1. Đo độ cao tối đa của vấu cam. 2. Thay các bộ phận nếu vượt quá giới hạn cho phép.
|
 Đường kính bên trong của vấu chốt pit-tông Đường kính bên trong của vấu chốt pit-tông1. Đo đường kinh bên trong của vấu chốt pit-tông theo hướng dọc và ngang. 2. Thay thế pit-tông nào vượt quá giới hạn cho phép.
|
 Khe dầu giữa ống lót pit-tông và chốt pit-tông Khe dầu giữa ống lót pit-tông và chốt pit-tông1. Đo đường kính bên trong của ống lót pit-tông và đường kinh bên ngoài của chốt pit-tông để tính khe hở dầu. 2. Nếu kích thước vượt quá giới hạn cho phép thì thay ống lót.
|
 Thay bạc lót đầu nhỏ thanh truyền Thay bạc lót đầu nhỏ thanh truyền1. Thay bạc lót bằng dụng cụ chuyên dụng (xem trang 9-G5). QUAN TRỌNG • Cân chỉnh lỗ nhớt thanh truyền và lỗ nhớt bạc lót khi lắp. Lắp sao cho bạc lót ở giữa thanh truyền. • Lắp sao cho khớp nối của bạc lót ở phía vạch của thanh truyền. • Sau khi lắp, kiểm tra xem đường kính trong của bạc lót có nằm trong thông số kỹ thuật nhà sản xuất mà không cần hoàn thiện khoan không. (1) Khớp nối (2) Lỗ nhớt (A) Tháo (B) Lắp
|
 Khoảng hở của bạc pit-tông Khoảng hở của bạc pit-tông1. Sử dụng pit-tông để đẩy bạc pit-tông xuống đáy xi-lanh. (Đo phần mòn ít nhất.) 2. Đo khe hở bằng đồng hồ đo độ dày. 3. Thay thế bộ bạc pit-tông nếu nó lớn hơn giới hạn cho phép.
|
 Khoảng cách giữa vòng găng pit-tông và đường rãnh lắp vòng găng Khoảng cách giữa vòng găng pit-tông và đường rãnh lắp vòng găng1. Loại bỏ muội than ra khỏi rãnh lắp vòng găng ở đầu pit-tông. 2. Gắn vác vòng găng pit-tông mới vào mỗi rãnh và đo khoảng cách tại 5 đến 6 điểm trên chu vi bên ngoài của rãnh vòng găng pit-tông. 3. Nếu kích thước vượt quá giới hạn cho phép thì phải thay pit-tông.
|
 Chỗ uốn và xoắn (sự liên kết) của thanh truyền Chỗ uốn và xoắn (sự liên kết) của thanh truyền(Tham khảo) • Chắc chắn rằng đường kính bên trong phải thuộc giới hạn cho phép vì số đo này sẽ được sử dụng như cơ sở của bạc chốt pit-tông. 1. Gắn chốt sắt thay thế trục khuỷu vào đầu lớn của thanh truyền và siết chặt bulông thanh truyền. 2. Gắn thanh truyền vào máy ngắm thanh truyền (ngắm thẳng hàng). 3. Gắn chốt pit-tông vào đuôi nhỏ, đặt máy đo lên chốt pit-tông để đo khoảng cách giữa 3 chốt của máy đo và máy ngắm. 4. Thay thế mọi thanh truyền nào vượt quá giới hạn cho phép.
|
 Khe hở cạnh bên của trục khuỷu Khe hở cạnh bên của trục khuỷu1. Đặt đồng hồ đo vuông góc với đuôi tay quay. 2. Đo chuyển động của đồng hồ đo bằng cách kéo và đẩy trục khuỷu. 3. Nếu kích thước vượt quá giới hạn cho phép thì phải thay tấm chắn hông. 4. Nếu kích cỡ vẫn tiếp tục vượt quá giới hạn cho phép sau khi thay thế tấm chắn hông thì sử dụng tấm chắn hông cỡ lớn hơn.
(Tham khảo)
Bề mặt gồ gề của phần tiếp xúc của tấm chắn hông: Bk tối đa =0,8 S |
 Độ cong của trục khuỷu Độ cong của trục khuỷu1. Đặt trục cam lên khối chữ V trên cần gạt tấm kim loại, và đặt đồng hồ đo vuông góc với cổ trục tại tâm của trục cam. 2. Đo độ lệch tâm bằng cách từ từ quay trục cam. Độ cong chính là phân nửa độ lệch tâm của trục cam. 3. Thay thế tay quay nào vượt quá giới hạn cho phép.
|
 Khe hở bôi trơn giữa chỗ lắp thanh truyền và bạc lót chỗ lắp thanh truyền Khe hở bôi trơn giữa chỗ lắp thanh truyền và bạc lót chỗ lắp thanh truyền1. Lắp plastigauge (dây dựa) vào bề mặt bạc đạn của tấm chốt khuỷu bằng mỡ bôi trơn. (Nên lắp plastigauge (dây nhựa) vào nơi nó không vào lỗ nhớt của chốt khuỷu.) 2. Siết chặt nắp thanh truyền tới mômen xoắn quy định. 3. Tháo nắp thanh truyền, và đo khe hở bôi trơn theo độ dày của áp plastigage (dây nhựa). 4. Nếu khe hở bôi trơn vượt quá giới hạn cho phép, hãy thay thế bạc lót chốt khuỷu. 5. Nếu sau khi thay thế mà kich thước vẫn tiếp tục vượt quá giới hạn cho phép, thì sử dụng tấm chắn cỡ nhỏ hơn. QUAN TRỌNG • Nên lắp plastigauge (dây nhựa) vào nơi nó không vào lỗ nhớt của chốt khuỷu.
CHÚ Ý
|
 Khe hở bôi trơn giữa cổ trục chính trục khuỷu và tấm chắn trục khuỷu 1 Khe hở bôi trơn giữa cổ trục chính trục khuỷu và tấm chắn trục khuỷu 11. Tính toán đường kính bên trong của tấm chắn trục khuỷu 1 và đường kính bên ngoài cổ trục khuỷu của phần đầu trước trục khuỷu để tính khe hở bôi trơn. 2. Nếu kích thước vượt quá giới hạn cho phép, thay thế tấm chắn trục cam 1. 3. Nếu giới hạn cho phép bị vượt quá sau khi thay tấm lót, sử dụng tấm lót nhỏ hơn và sửa cả động cơ.
(Tham khảo)
|
 Thay thế tấm lót trục khuỷu 1 Thay thế tấm lót trục khuỷu 11. Thay thế tấm lót trục khuỷu 1 bằng những dụng cụ chuyên dụng (xem trang 9-G6). ⚠️QUAN TRỌNG • Lắp khớp nối tấm lót trục khuỷu 1 (1) quay về hướng bộ giảm thanh. • Lắp tấm lót trục khuỷu 1 (2) xuống độ sâu (A) (từ 0 đến 0,3mm) từ phía mặt cuối trục khuỷu (3). (1) Khớp nối (2) Tấm lót trục khuỷu 1 (3) Trục khuỷu |
 Kiểm tra khe hở bôi trơn của tấm lót trục khuỷu 2, 3 Kiểm tra khe hở bôi trơn của tấm lót trục khuỷu 2, 31. Gắn plastigage (dây nhựa) vào bề mặt của tấm lót trục khuỷu 2 vào vị trí đã lau sạch nhớt và rác rưởi. 2. Siết chặt hộp bạc đạn chính tới mômen xoắn quy định. 3. Tháo hộp bạc đạn chính và đo khe hở bôi trơn theo độ dày của plastigage (dây nhựa) được áp vào. 4. Nếu kích thước vượt quá giới hạn cho phép, thay thế tấm lót trục cam 2, 3. 5. Nếu kích cỡ vẫn tiếp tục vượt quá giới hạn cho phép sau khi thay thế tấm lót thì sử dụng tấm lót cỡ nhỏ hơn. (Xem bảng dưới đây) ⚠️QUAN TRỌNG • Nên lắp plastigage (dây nhựa) ở vị trí mà nó sẽ không rớt vào lỗ nhớt cổ trục.
• Kích thước hoàn thiện trục khuỷu nhỏ hơn
|
 Việc thay thế ống lót trục khuỷu Việc thay thế ống lót trục khuỷu1. Tháo ống lót trục khuỷu (1). 2. Đặt ống lót dẫn hướng (2) vào trục khuỷu (4). 3. Đặt khóa lên trục khuỷu (4) như hình minh họa bên trái. 4. Tăng nhiệt độ của ống lót trục khuỷu (1) mới lên đến từ 150 đến 200 °C và ép khớp nối trục khuỷu (1) vào trục khuỷu bằng dụng cụ ép (3) như hình minh họa bên trái. ⚠️QUAN TRỌNG • Khi đóng vào khớp nối thì nên đặt vạt cạnh lớn hơn bên ngoài. (1) Ống lót trục khuỷu (2) Ống dẫn hướng (3) Dụng cụ ép (4) Trục khuỷu |
[3.4.3] THÂN MÁY
 Đường kính bên trong của xi-lanh Đường kính bên trong của xi-lanh1. Dùng thiết bị đo xi-lanh, đo đường kính bên trong của xi-lanh tại 6 điểm trình bày trong hình minh họa. Và tính toán sự khác nhau giữa trị số lớn nhất và nhỏ nhất của đường kính bên trong xi-lanh. (a) Hướng vuông góc với chốt pit-tông (b) Cùng hướng với chốt pit-tông
|
 Xi-lanh quá khổ (+ 0,5 mm) Xi-lanh quá khổ (+ 0,5 mm)• Nếu phải mài và khoan để tạo xi-lanh quá khổ, sử dụng pit-tông và bạc pit-tông quá khổ + 0,5 mm. (1) Đường kính bên trong xi-lanh (Trước khi hoàn thiện) (2) Đường kính bên trong xi-lanh (Sau khi hoàn thiện)
|
4. HỆ THỐNG BÔI TRƠN
[4.1] KIỂM TRA
 Áp suất nhớt động cơ Áp suất nhớt động cơ1. Kiểm tra lượng nhớt động cơ. 2. Tháo công tắc nhớt và lắp dụng cụ đo áp suất nhớt (tham khảo trang 9-G3). Khung: PT1/8 3. Khởi động và làm nóng động cơ. (Tăng nhiệt độ nhớt lên từ 85°C đến 95 °C.) 4. Đo áp suất nhớt ở tốc độ chạy không tải và tốc độ định mức. 5. Nếu số đo thấp hơn giới hạn cho phép, thì kiểm tra bộ lọc nhớt, bơm nhớt, đường ống dẫn nhớt, và khe hở bôi trơn của trục khuỷu.
(Khi lắp vào)
|
[4.2] BẢO DƯỠNG
[4.2.1] BƠM NHỚT
 Khe hở giữa răng trong và răng ngoài Khe hở giữa răng trong và răng ngoài1. Canh thẳng những phần lồi ra của răng trong và răng ngoài, và đo khoảng cách bằng thước lá. 2. Nếu kích thước vượt quá giới hạn cho phép, thì thay răng trong.
|
 Khe hở giữa răng ngoài và thân máy bơm Khe hở giữa răng ngoài và thân máy bơm1. Đo khoảng cách giữa răng ngoài và thân máy bơm. 2. Nếu kích thước vượt quá giới hạn cho phép, thì thay bộ rô to.
|
 Khe hở giữa rô-tơ trong và nắp Khe hở giữa rô-tơ trong và nắp1. Đặt plastigage (dây nhựa) vào bề mặt phía nắp rô-tơ trong. 2. Lắp nắp và siết chặt vít đến mô-men xoắn quy định. 3. Từ từ tháo nắp, đo độ dày của plastigage (dây nhựa) được áp vào. 4. Nếu kích thước vượt quá giới hạn cho phép, thì thay bộ rô to.
|
5.HỆ THỐNG LÀM MÁT
[5.1] KIỂM TRA
 Kiểm tra sự rò rỉ nước từ bộ tản nhiệt Kiểm tra sự rò rỉ nước từ bộ tản nhiệt1. Đổ một lượng dung dịch làm nguội theo tiêu chuẩn vào bộ tản nhiệt. 2. Làm nóng động cơ. 3. Gắn thiết bị kiểm tra bộ tản nhiệt và đặt áp suất lên đến 137 kPa (1,4 kgf/cm2). 4. Kiểm tra xem có rò rỉ nước không. Nếu thấy có rò rỉ nước thì sửa hoặc thay bộ tản nhiệt.
|
 Kiểm tra nắp bộ tản nhiệt Kiểm tra nắp bộ tản nhiệt1. Lắp đặt thiết bị kiểm tra bộ tản nhiệt vào nắp bộ tản nhiệt, và điều áp tới mức 88,3 kPa (0,9 kgf/cm2). Nếu nắp bộ tản nhiệt vẫn duy trì mức 59 kPa (0,6 kgf/cm2) hoặc nhiều hơn trong vòng 10 giây thì bình thường. Thay thế nếu có phần bị hỏng.
|
[5.2] THÁO-LẮP-BẢO DƯỠNG
 Bộ ổn nhiệt Bộ ổn nhiệt1. Tháo vỏ bộ ổn nhiệt (1). 2. Tháo bộ ổn nhiệt (3). (Khi lắp vào) • Nhẹ nhàng phủ lớp đệm lên vỏ bộ ổn nhiệt (1) bằng cách sử dụng đệm lỏng (THREE BOND 1215 hoặc tương đương). (1) Vỏ bộ ổn nhiệt (2) Đệm nắp bộ ổn nhiệt (3) Bộ ổn nhiệt |
 Nhiệt độ mở van của bộ ổn nhiệt Nhiệt độ mở van của bộ ổn nhiệt1. Ấn xuống van bộ ổn nhiệt, và kẹp dày giữa van và tấm chắn. 2. Đặt bộ ổn nhiệt và nhiệt kế vào bồn, và dần dần tăng nhiệt độ nước lên bằng cách sử dụng bếp gaz. 3. Lấy dây và thả nổi bộ ổn nhiệt trong nước. 4. Khi nhiệt độ nước tăng, van sẽ mở, và bộ ổn nhiệt sẽ rời khỏi dây. Đo nhiệt độ ở thời điểm này (nhiệt độ mở van). 5. Tăng nhiệt độ lên nữa, và đo nhiệt độ khi van được nâng lên khoảng 8 mm (nhiệt độ mỏ hoàn toàn). 6. Thay bộ ổn nhiệt nào không mở khi nhiệt độ đã tăng trên mức thông số kỹ thuât của nhà sản xuất.
|
 Bơm nước Bơm nước1. Tháo thân bơm nước (3) khỏi ổ đỡ bánh răng. 2. Đẩy trục bơm (2) ra khỏi bộ cánh bơm (5) hướng về moay-ơ ròng rọc (1). 3. Tháo miếng đệm cơ (4) ra khỏi thân máy bơm nước (3). (Khi ráp lại) • Thay thế miếng đệm cơ mới (4). • Sau khi gắn hộp bánh răng, kiểm tra bằng tay xem trụ máy bơm (2) có quay êm không. (1) Moay-ơ ròng rọc (2) Trụ bơm (3) Thân máy bơm nước (4) Miếng đệm cơ (5) Bộ cánh bơm (6) 0,45 đến 1,75 mm (7) Canh thẳng thân bơm nước và bề mặt vòng bi trụ bơm (8) Khoảng cách đến bộ cánh bơm |
6.HỆ THỐNG NHIÊN LIỆU
[6.1] VÒI PHUN NHIÊN LIỆU
[6.1.1] KIỂM TRA VÀ ĐIỀU CHỈNH
 Tình trạng vòi phun khói Tình trạng vòi phun khói⚠️CHÚ Ý • Khi tiến hành kiểm tra sử dụng thiết bị thử vòi phun, thì việc phun thử có thể gây hại cho da, vì thế không được lại gần màn khói. 1. Đặt vòi phun nhiên liệu lên thiết bị thử. 2. Phun nhiên liệu từ vòi phun, và kiểm tra tình trạng phun sương. 3. Nếu phun 1 hướng hoặc không cân thì thay bộ phận lắp ráp vòi phun. (Tham khảo) • Khi thử vòi phun thì tốc độ vận hành đòn bẩy khoảng từ 4 đến 6 lần/giây hoặc nhanh hơn. • Nếu tốc độ vận hành đòn bẩy thấp thì chất lượng phun của vòi phun mở 2 bước sẽ thô hơn (kém hơn) so với vòi phun bình thường. (A) 4 đến 6 lần / giây hoặc nhanh hơn (B) 3 lần hoặc ít hơn/mỗi giây |
 Độ kín nhớt vòi phun nhiên liệu Độ kín nhớt vòi phun nhiên liệu1. Đặt vòi phun nhiên liệu lên dụng cụ kiểm áp vòi phun. 2. Tăng áp suất cho áp suất đo độ kín nhớt và nếu nhiên liệu không bị rò rỉ ở đầu mút vòi phun sau 10 giây thì vòi phun hoạt động tốt. 3. Nếu bị lỗi, thay thế phần vòi phun nhiên liệu.
|
[6.2] BƠM CAO ÁP
[6.2.1] KIỂM TRA VÀ ĐIỀU CHỈNH
 Thời điểm phun nhiên liệu Thời điểm phun nhiên liệu1. Tháo tất cả bu-gi xông máy và ống bơm. 2. Đặt cần điều chỉnh tốc độ đến vị trí vòng/phút lớn nhất. 3. Xoay bánh trớn ngược chiều kim đồng hồ (xoay bình thường), và chắc chắn rằng nhiên liệu được thải ra từ giá giữ phân phối trên xi-lanh #1 bơm cao áp. 4. Từ vị trí mô tả ở trên, quay bánh trớn hai lần ngược chiều kim đồng và dừng ở nơi dấu trên ngoại vi bên ngoài của bánh trớn (góc) cân chỉnh với dấu cân chỉnh ở dưới. 5. Tiếp tục quay bánh trớn từ từ theo hướng ngược chiều kim đồng từ vị trí này và ngừng quay bánh trớn khi nhiên liệu bắt đầu tích tụ trong giá giữ van phân phối của bơm cao áp và kiểm tra góc mà dấu cân chỉnh chỉ ra ở đây. 6. Nếu thời điểm phun không chính xác, điều chỉnh bằng cách sử dụng đệm điều chỉnh trên bề mặt lắp bơm.
(Tham khảo) |
 Thông tin miếng chêm Thông tin miếng chêm (1) 2 lỗ: miếng chêm 0,20 mm (2) Một lỗ: miếng chêm 0,25 mm (3) Không có lỗ: miếng chêm 0,30 mm (4) 3 lỗ: miếng chêm 0,35 mm |
7.HỆ THỐNG ĐIỆN
[7.1] MÔ TƠ KHỞI ĐỘNG
[7.1.1] THÁO VÀ LẮP RÁP
 Mô-tơ Mô-tơ1. Tháo dây dẫn tín hiệu (9) khỏi bộ chuyển mạch từ (8). 2. Tháo bu-lông (6) và nắp đuôi (4), vấu kẹp (2) và lõi (1). 3. Tháo bu-lông (5), và đế chổi than (3) khỏi khung đuôi (4). (Khi ráp lại) • Tra mỡ bôi trơn vào chốt trục A của lõi cuối (1). (1) Lõi (2) Cuộn kích (3) Đế chổi than (4) Nắp đuôi (5) Bu-lông (6) Bu-lông (7) Đai ốc (8) Cái chuyển mạch từ (9) Dây dẫn tính hiệu A : Chốt trục |
 Cái chuyển mạch từ Cái chuyển mạch từ1. Tháo bu-lông lắp ráp của vỏ bọc dụng cụ chuyển mạch từ (1). 2. Tháo bộ ly hợp trơn (2), bi (3), lò xo (4), bánh răng (5), con lăn (6), và trục lăn (7). (Khi ráp lại) • Tra mỡ bôi trơn vào mặt răng của bánh răng (5), khớp dẫn động một chiều (2), bi (3). (1) Vỏ cái chuyển mạch từ (2) Bộ ly hợp trơn (3) Bi (4) Lò xo (5) Bánh răng (6) Con lăn (7) Vòng hãm con lăn |
 Pit-tông Pit-tông1. Tháo nắp đuôi (1). 2. Tháo ống bơm (2). (1) Nắp đuôi (2) Pit-tông |
[7.1.2] BẢO TRÌ-KIỂM TRA
 Kiểm tra điện áp của điện cực B Kiểm tra điện áp của điện cực B⚠️QUAN TRỌNG • Điện áp ắc quy được liên tục áp dụng cho điện cực của bộ khởi động nên sẽ không gây ngắn mạch khi kiểm tra. 1. Kết nối đầu (+) của đồng hồ điện áp đến điện cực B của bộ khởi động và đầu (–) của đồng hồ điện áp vào thân và kiểm tra điện áp. 2. Nếu kết quả kiểm tra nằm ngoài thông số kỹ thuật của nhà sản xuất, kiểm tra đầu nối cáp (+) và (–) cáp (–) đến phần thân.
|
 Kiểm tra hoạt động mô-tơ Kiểm tra hoạt động mô-tơ⚠️QUAN TRỌNG • Giữ bộ khởi động để ngăn không cho nó di chuyển khi bạn kiểm tra mô-tơ. • Sử dụng cáp đường kính lớn để kết nối bộ khởi động khi có dòng điện lớn chạy qua khi đang hoạt động. 1. Tháo bộ khởi động khỏi động cơ. 2. Ngắt kết nối dây dẫn khỏi điện cực C bộ khởi động và kết nối cáp có đầu nối từ dây dẫn đến điện cực dương bình ắc quy. 3. Sử dụng cáp, kết nối (–) của ắc quy vào thân bộ khởi động trong khoảng thời gian ngắn. 4. Nếu mô-tơ quay được ở tốc độ cao, bộ khởi động là bình thường. Nếu mô-tơ không hoạt động hoặc chạy chậm, bộ khởi động bị hỏng. (1) Cực dương (2) Điện cực (–) (3) Điện cực C (4) Dây dẫn |
 Kiểm tra hoạt động của công tắc từ Kiểm tra hoạt động của công tắc từ⚠️QUAN TRỌNG • Thực hiện mỗi kiểm tra trong thời gian ngắn (3 đến 5 giây). Ngoài ra, thực hiện kiểm tra ở 1/2 điện áp định mức (6 V). 1. Tháo các dây dẫn khỏi điện cực C của bộ khởi động. 2. Nối cáp có đầu nối từ điện cực bộ khởi động S với điện cực (+) bình ắc quy. 3. Nếu bánh răng pi-nhông nhảy nhanh về phía trước khi điện cực C của bộ khởi động và thân được kết nối với điện cực (–) của bình ắc quy bằng cáp, cuộn cảm kéo là bình thường. 4. Ở đây, nếu bánh răng pi-nhông vẫn hướng về phía trước và không trở lại khi kết nối của điện cực C bị ngắt, cuộn giữ là bình thường. 5. Nếu có bất kỳ sai sót nào trong kết quả kiểm tra, tháo bộ khởi động và kiểm tra. (1) Cực dương (2) Điện cực (–) (3) Điện cực S (4) Điện cực C |
 Khớp dẫn động một chiều Khớp dẫn động một chiều1. Đóng chặt khớp dẫn động một chiều về quay pi nhông theo hướng quay của bộ khởi động. Kiểm tra xem nó có quay theo hướng ngược lại không. 2. Kiểm tra pi nhông, làm vệ sinh hoặc thay thế khi tìm thấy bất kì sự rỉ sắt, chà xát hay hư hỏng nào. |
 Cái đảo mạch Cái đảo mạch1. Kiểm tra bề mặt cái đảo mạch tại điểm tiếp xúc xem không có bụi, hư hỏng do cháy hoặc mài mòn dần. 2. Sự mài mòn nhẹ có thể được sữa chữa bằng cách dùng giấy nhám tốt (giấy nhám có độ mịn cao). 3. Đo dường kính bên ngoài của cái đảo mạch, và thay lõi nếu số đo vượt quá giới hạn cho phép. 4. Nếu độ sâu rãnh cắt mi ca (3) vượt quá giới hạn cho phép, sữa chữa bằng cách dùng lưỡi cưa. Chắc chắn phải tháo mọi gờ sắt do việc sửa chữa để chia góc (1). (1) Đoạn (2) Đáy (3) Mi ca (a) Sử dụng đúng lưỡi cưa (b) Sử dụng sai lưỡi cưa
|
 Độ mòn của chổi than Độ mòn của chổi than1. Nếu mặt tiếp xúc của chổi than bị ảnh hưởng do bụi bẩn, thì hãy sử dụng giấy nhám để làm sạch và điều chỉnh. 2. Đo chiều dài của chổi than (A). 3. Thay thế chổi than, đế chổi than và vấu kẹp nếu chiều dài của bàn chải (A) vượt quá giới hạn cho phép, hoặc bàn chải bị hỏng có thể làm giảm nghiêm trọng diện tích bề mặt tiếp xúc trực tiếp với cái đảo mạch. (A) Độ dài của chổi
|
 Thử độ cách điện của kẹp chổi than Thử độ cách điện của kẹp chổi than1. Thử độ cách điện của kẹp chổi than và đế đỡ. 2. Thay thế nếu phát hiện độ dẫn điện. |
 Cuộn cảm ứng Cuộn cảm ứng1. Kiểm tra độ dẫn giữa cái đảo mạch và lõi phần ứng. 2. Thay lõi phần ứng nếu phát hiện độ dẫn. |
 Cuộn kích Cuộn kích1. Kiểm tra trị số điện trở giữa dây dẫn tính hiệu (1) và chổi (2). 2. Nếu điện trở bằng 0 Ω thì bình thường. 3. Kiểm tra độ dẫn giữa chổi (2) và vỏ cuộn kích (3). 4. Nếu không phát hiện được độ dẫn thì đúng. 5. Thay vỏ cuộn kích (3) nếu hỏng. (1) Dây dẫn tính hiệu (2) Chổi than (3) Vỏ cuộn kích |
[7.2] MÁY PHÁT ĐIỆN
[7.2.1] THÁO DỠ-LẮP RÁP
 Puli Puli1. Cố định phần lục giác của trục bằng chìa vặn kiểu ống lồng, nới lỏng đai ốc puli, và tháo puli. ⚠️QUAN TRỌNG • Chắc chắn sử dụng chìa vặn kiểu ống lồng. Dạng 12 cạnh có thể làm gãy góc và dẫn đến trơn trượt.
|
 Vỏ bọc phần khung đuôi Vỏ bọc phần khung đuôi1. Tháo vít và đai ốc cực B để giữ cố định phần vỏ bọc khung đuôi, và tháo phần vỏ bọc khung đuôi ra. |
 Đế chổi than Đế chổi than1. Tháo ốc vít và đế chổi than (1). (1) Đế chổi than |
 Nắn dòng IC Nắn dòng IC1. Tháo ốc vít và máy điều chỉnh IC (1). ⚠️QUAN TRỌNG • Do độ dài của ốc vít khác nhau nên chắc chắn phải sắp xếp lạ các ốc vít đã tháo và đảm bảo rằng chúng được gắn lại vào vị trí cũ. (1) Nắn dòng IC |
 Bộ chỉnh lưu Bộ chỉnh lưu1. Tháo ốc máy chỉnh lưu (1) và dây dẫn bộ khởi động, và sau đó tháo bộ chỉnh lưu (1). (1) Bộ chỉnh lưu |
 Khung đuôi Khung đuôi1. Tháo đai ốc và bu- lông, sau đó tháo khung đuôi ra (1). (1) Khung đuôi |
 Rô tơ Rô tơ1. Sử dụng những khối sắt (2) để đặt khung đuôi truyền động (3) vào vị trí cố định, dùng lực ép để tháo rô tơ (1). (1) Rô tơ (2) Khối sắt (3) Khung đuôi truyền động |
 Đĩa kẹp Đĩa kẹp1. Tháo ốc vít và sau đó tháo đĩa kẹp (1) ra. (1) Đĩa kẹp |
 Trụ đuôi truyền động Trụ đuôi truyền động1. Sử dụng những khối sắt (2) để đặt khung đuôi truyền động (3) vào vị trí cố định, và ngắm thẳng khuôn dẫn vào bạc đạn, và dùng lực ép để tháo ra (1) Khuôn dẫn (2) Khối sắt (3) Khung đuôi truyền động |
 Bạc đạn vành góp điện Bạc đạn vành góp điện1. Dùng cảo (3) để tháo bạc đạn (2). ⚠️QUAN TRỌNG • Khi bạc đạn (2) được dùng cho vận hành tốc độ cao, thì phải chắc chắn sử dụng sản phẫm có thiết kế phù hợp trong suốt quá trình thay thế, và tránh mọi va chạm vào bạc đạn. (1) Rô tơ (2) Bạc đạn (3) Cảo |
[7.2.2] KIỂM TRA-BẢO TRÌ
 Vòng bi (bạc đạn) Vòng bi (bạc đạn)1. Quay bạc đạn bằng tay. 2. Kiềm tra xem có tiếng kêu bất thường không. 3. Thay thế những phần khác thường. |
 Bộ khởi động Bộ khởi động1. Dùng máy thử mạch để đo điện trở giữa các dây dẫn tính hiệu. 2. Nếu điện trở bằng 1 Ω hoặc nhỏ hơn thì bình thường. 3. Đo giá trị điện trở giữa lõi bộ khởi động và dây tín hiệu. 4. Nếu điện trở vô cực thì bình thường. 5. Thay thế những bộ phận khác thường. ⚠️QUAN TRỌNG • Không phải do dây dẫn trên phần lõi bộ khởi động bị gãy mà không có độ dẫn điện, hãy kiểm tra kỹ sự kết nối đường dẫn.
|
 Rô tơ Rô tơ1. Dùng máy thử mạch để đo điện trở giữa các vành góp điện. 2. Nếu điện trở trong khoảng từ 2,8 đến 3,3 Ω thì bỉnh thường. 3. Đo điện trở giữa vành góp điện và lõi rô tơ (phần mạch từ của máy điện nằm ở rô tơ). 4. Nếu điện trở vô cực thì bình thường. 5. Thay thế những bộ phận khác thường.
|
 Vành góp điện Vành góp điện1. Kiểm tra xem vành góp điện có bụi không hoặc hư hỏng gì không. 2. Nếu có bụi, lau sạch vành góp điện bằng cách dùng khăn ướt thấm cồn. 3. Sửa chữa những hư hỏng nhẹ bằng giấy nhám (số 500 đến 600). 4. Đo dường kính bên ngoài của vành góp điện. 5. Thay thế nếu đường kính vượt quá giới hạn cho phép.
|
 Chổi than Chổi than1. Đo độ dài của chổi kéo dài từ kẹp chổi than. 2. Thay thế các bộ phận nào có số số đo vượt quá giới hạn cho phép. 3. Kiểm tra xem chổi có thể di chuyển nhẹ nhàng trong kẹp chổi than không.
|
 Bộ chỉnh lưu Bộ chỉnh lưu1. Kiểm tra độ dẫn của mọi đi ốt bộ phận chỉnh lưu bằng cách sử dụng dãy đi ốt của máy thử mạch. 2. Nếu phát hiện độ dẫn trong dòng lưu chuyển chiều đi ốt, và không có độ dẫn điện theo chiều ngược lại thì bình thường.
|
8.Turbo TĂNG ÁP
[8.1] KIỂM TRA
 Kiểm tra sự rò rỉ khí xả từ tua bin Kiểm tra sự rò rỉ khí xả từ tua bin• Kiểm tra sự rò rỉ khí xả ở đường ống khí xả vào và ra khỏi tua bin (1). • Nếu rò rỉ nghiêm trọng, siết chặt một lần nữa bu-lông và đai ốc hoạc thay thế miếng đệm. (1) Vỏ bọc tua bin |
 Kiểm tra sự rò rì từ máy nén Kiểm tra sự rò rì từ máy nén• Kiểm tra sự rò rỉ không khí từ vỏ bọc máy nén (1). • Nếu rò rỉ nghiêm trọng, siết chặt một lần nữa bu-lông và đai ốc hoạc thay thế miếng đệm. (1) Vỏ bọc máy nén |
 Kiểm tra việc quay của rô tơ và trục Kiểm tra việc quay của rô tơ và trục• Khi công suất động cơ giảm, hoặc nhiệt độ khí thải tăng, kiểm tra xem liệu rô tơ có thể quay dễ dàng bằng tay không. • Nếu quay nặng tay, thì kiểm tra bên trong máy nén và tua bin. • Nếu bị tích bụi nhiều, thì phải làm vệ sinh bánh xe của máy nén, vỏ bọc máy nén, trục, và vỏ bọc và bánh xe tua bin. |
![[WSMDC35] ĐỘNG CƠ](https://phutungmaykubota.vn/wp-content/uploads/2023/04/kiemtraturboWSMDC35-4.jpg) Kiểm tra khe hở hướng tâm của rô tơ Kiểm tra khe hở hướng tâm của rô tơ• Ấn bánh xe của máy nén và bánh xe tua bin quanh trục để đo độ hở cạnh theo hướng đẩy. ⚠️QUAN TRỌNG • Nếu độ hở cạnh theo hướng đẩy (A) là 0,12 mm hay nhiều hơn, thì thay thế tu bin tăng áp như mộ bộ phận lắp ráp.
|
 Kiểm tra khe hở hướng tâm của rô tơ Kiểm tra khe hở hướng tâm của rô tơ• Ấn bánh xe của máy nén vòng quanh chu vi của vỏ bọc (lên, xuống, trái, phải), và kiểm tra xem liệu có khác nhau nào trong khoảng cách dao động và tiếp xúc. • Hướng dẫn kiểm tra tương tự đối đối với bánh xe tua bin. ⚠️QUAN TRỌNG • Nếu bánh xe của rô tơ tiếp xúc với mặt trong của vỏ bọc, thay thế tua bin tăng áp như một bộ phận lắp ráp. |
[8.2] THAY THẾ HOẶC LẮP RÁP
 ⚠️QUAN TRỌNG ⚠️QUAN TRỌNG• Nếu tua bin tăng áp được gắn lại vào động cơ, hoặc dầu bôi trơn không hiệu quả sau khi thay thế hoặc thực hiện những quy trình khác thì đổ 10 đến 20 cc dầu máy mới vào lỗ dầu bôi trơn, và quay rô tơ bằng tay để bôi trơn bạc đạn (vòng bi). • Bộ phận lọc không khí phải được vận hành suốt quá trình chạy máy. • Sau khi khởi động động cơ, kiểm tra xem liệu có tiếng ồn lạ hay chấn động nào không. Nếu có, chuyển ngay động cơ về trạng thái OFF (TẮT) và tìm hiểu nguyên nhân. • Nếu áp suất dầu bôi trơn giảm trong khi tuabin đang hoạt động phải tắt máy ngay và tìm hiểu nguyên nhân. • Phải chắc chắn không có sự rò rỉ nào từ ống thông hơi, ống xả hay ống dẫn dầu. • Mặc dù việc bảo dưỡng và làm vệ sinh tua bin tăng áp có thể được cho phép khi thay thế các bộ phận lắp ráp thôi, nhưng tình trạng cùa các bộ phận lắp ráp phải được duy trì dù là khi có trục trặc. Do đó, nếu không có lý do đặc biệt thì tránh tháo máy ra. • Những điểm điều chỉnh được bịt kín. Không được làm vỡ miếng đệm bịt kín. (1) Bu-lông nối (2) Trục tua bin (3) Vỏ bọc tua bin (4) Thân ổ trục (5) Thân máy nén |